Location: Home >> Detail
J Sustain Res. 2025;7(4):e250067. https://doi.org/10.20900/jsr20250067
 ,
Camilo Giraldo-Giraldo 2,* ,
José Albán Londoño Arias 3 ,
Jesús David Sánchez de Pablo González del Campo 4
,
Camilo Giraldo-Giraldo 2,* ,
José Albán Londoño Arias 3 ,
Jesús David Sánchez de Pablo González del Campo 4
1 Faculty of Business Sciences and Economics, Tecnológico de Antioquia Institución Universitaria, Medellin 050034, Colombia
2 Department of Business Administration, Universidad de Castilla-La Mancha, Toledo 45004, Spain
3 Faculty of Business Sciences and Economics, Tecnológico de Antioquia Institución Universitaria, Medellín 050034, Colombia
4 Department of Business Administration, Universidad de Castilla-La Mancha, Ciudad Real 13071, Spain
* Correspondence: Johnatan Castro-Gómez, Camilo Giraldo-Giraldo
One of the main challenges in terms of sustainability for Latin American countries is to make Higher Education Institutions (HEIs) sustainable organisations. For this reason, the present research aims to set up a measurement tool to estimate students’ perceptions about university sustainability. Since students are the starting point for the implementation of sustainability as an organisational model in HEIs, managerial tools are needed to enable these institutions to assess progress in achieving sustainability goals. This is particularly relevant in the context of a developing country, where the implementation of sustainability as an organisational model is still at an early stage. Therefore, a sequential mixed methodology was proposed, setting up the theoretical foundations of the measurement instrument through a systematic literature review, supported by a bibliometric and content analysis. By exploratory and confirmatory factor analyses, the statistical validity of the instrument was confirmed. Findings revealed that the central dimensions of university sustainability are governance as a strategic pathway for implementing sustainability, substantive functions of the university (education, research, and community outreach), and sustainable campus management encompassing aspects such as infrastructure, waste management, use of renewable energies, water management, and campus experiences. Finally, the study also confirmed the presentation of sustainability reports as a means of legitimising HEIs’ actions before society.
HEIs: Higher Education Institutions
The responsibility of HEIs towards society—in terms of how they apply principles for achieving sustainability within their organisational structure and strategy—makes them an ethical reference point regarding how civil society organisations should contribute to socio-economic well-being and environmental stewardship [1]. Such commitment is reflected in the implementation of sustainability across teaching, research, outreach activities, and university management [2]. This objective was first proposed at the Stockholm Conference in 1972, later at the Brundtland Conference in 1987, and materialised for HEIs in the Talloires Declaration (1990) and the Halifax Declaration (1991), which led to the adoption of the 2030 Agenda principles in 2015 [3,4].
Accordingly, university sustainability is defined as the application of the principles of the 2030 Agenda within the structure and strategy of the university system [5,6]. Its main pillars are academia, research, community engagement, and governance [7]. Such integration requires an understanding of universities’ responsibility to legitimise their actions from an ethical standpoint, together with their organisational and functional commitment to achieving social well-being [8]. Hence, it becomes a change process that involves innovating, co-creating, communicating, and transferring everything that generates value for society and the environment [9]. It is worth noting that universities’ contribution to sustainability requires evidencing institutional achievements in sustainability transparently and reliably in order to bring about the desired social transformation [10,11]. This evaluative process is adaptive to the characteristics of each university [12] and is conceived as an engagement process with both internal and external stakeholders [13].
Nevertheless, despite the multiple commitments undertaken by HEIs in international declarations, to date, these institutions still lag behind industry organisations when it comes to implementing sustainability as an organisational model [14,15]. Although governmental institutions require HEIs to show their commitment to sustainable development, shortcomings persist in the implementation of sustainability into their management, and even more so in achieving long-term goals such as the training of professionals with sustainability awareness.
Faced with the challenge of implementing a holistic approach that permeates strategic and operational dimensions of HEIs, obtaining managerial instruments that allow the verification of sustainability goal achievement while considering the socio-cultural context of a developing country is still difficult [16,17]. Therefore, this study proposes a measurement tool for university sustainability in high-quality accreditation processes. It enables the creation of sustainability reports and validates HEIs’ management in this area [18].
The novelty of this study lies in the creation and validation of an instrument for assessing university sustainability, providing empirical evidence of sustainability management with stakeholders. In this case, it is approached from the student perspective. It becomes a strategic tool for managing sustainability in HEIs in Latin America by shedding light on how the principles of the 2030 Agenda will be achieved.
This research looks to answer the question: How could a reliable model of university sustainability that integrates students’ perspectives be set up? Thus, this study seeks to contribute, both theoretically and managerially, to the existing gap in sustainability management. In addition to this introductory section, the work is structured as follows: a theoretical framework addressing the central conceptualisation of the topic; a mixed-methods methodology encompassing a literature review and a quantitative analysis of empirical data from 989 student surveys across various HEIs; findings derived from the validation of the instrument through exploratory and confirmatory factor analyses; discussions and conclusions outlining theoretical and managerial implications, as well as recommendations for future research.
To develop the measurement instrument, a sequential mixed methodology involving the integration of two phases—qualitative and quantitative—was adopted [19]. The contributions of test theory to the construction of questionnaires were also considered Crocker and Algina [20]. In the qualitative phase, a bibliometric and content analysis was conducted. A search equation was created following the Citation Pearl Growing technique in Scopus between 2014 and 2025, category of Social Sciences:
(“sustainab*”) AND (“university” OR “higher education” OR “multicampus”) AND (“measurement” OR “tools” OR “evaluation”) AND (“model” OR “measurement” OR “formative” OR “reflective”)
It yielded 485 records. Subsequently, data were processed using the VOS Viewer software version 1.6.20 (Centre for Science and Technology Studies, Leiden University, Leiden, The Netherlands) to find connections and co-occurrence indicators. Titles, abstracts, keywords, and methodological approaches focusing on the definition and evaluation of university sustainability were then defined as units of analysis. They were filtered using the PRISMA reporting guidelines [21] for document selection. Subsequently, content analysis was conducted (see Figure 1).
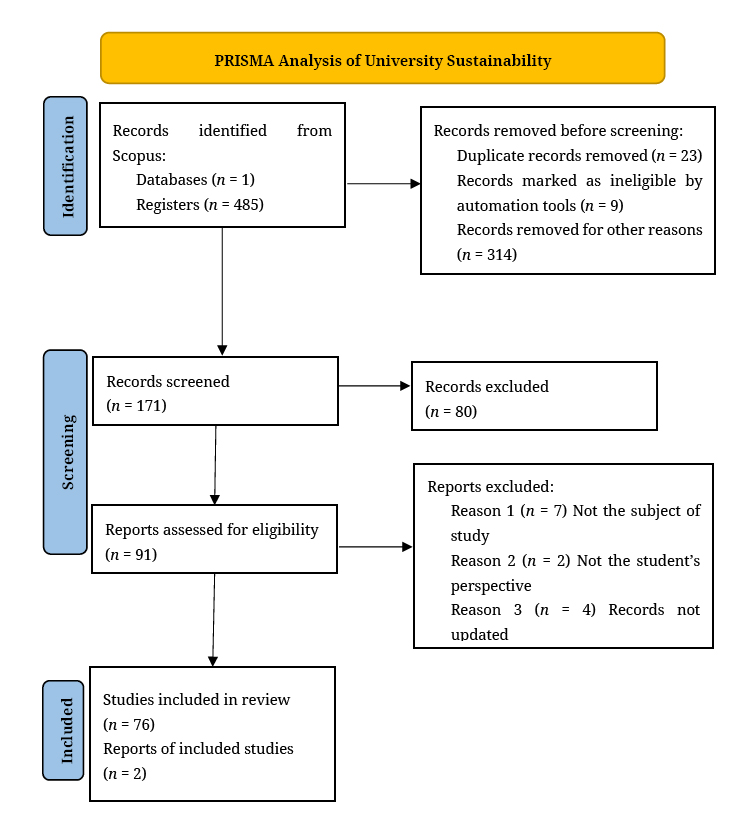 Figure 1. Selection of records by Prisma reporting guidelines, 2020.
Figure 1. Selection of records by Prisma reporting guidelines, 2020.
Then, content was validated by expert judgement to ensure the pertinence of the items based on the criteria of sufficiency (adequately covering the construct), conceptual clarity, coherence between latent and observable variables, relevance, and avoidance of response induction, thereby ensuring objectivity and impartiality [22]. To reach agreements among the five experts consulted, items were scored on a scale from 1 to 4, and the mean was calculated. Only indicators with scores of 3 and 4 were selected. Once the tool was restructured according to the experts’ recommendations, a pilot test (n = 16) was conducted with university students to ensure the comprehensibility of the instrument.
SampleThe sample consisted of accredited Colombian universities officially recognised by the Ministry of National Education (MEN by its Spanish acronym) at the time of data collection. To ensure heterogeneity, both public and private institutions were included, covering different institutional profiles. Most of the participating universities are generalist institutions, with engineering, social sciences, administration, education and health sciences, among other academic programmes. This diversity reflects the general structure of the Colombian higher education system, where accredited universities combine disciplinary breadth with differentiated institutional missions.
A total of 989 undergraduate students from 12 High-Quality Accredited universities in Colombia were surveyed. The sample size was non-probabilistic and based on convenience. The questionnaire was distributed through virtual platforms and classroom visits. From the 1012 responses obtained, and after analysing the presence of outliers, 989 valid responses were kept. The characterisation of the sample is presented in Table 1.
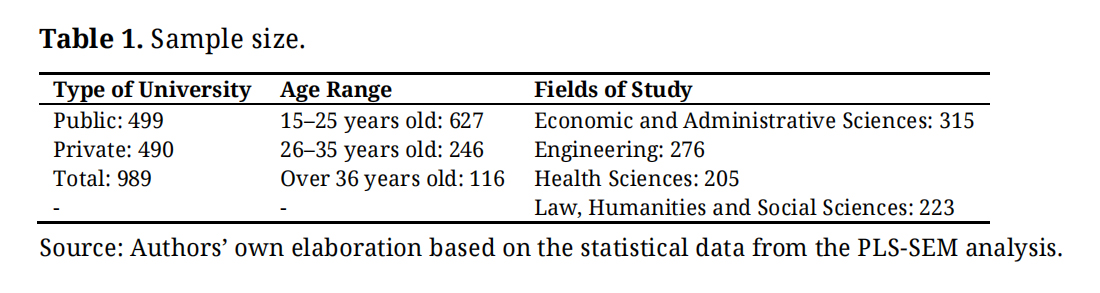 Table 1. Sample size.
Table 1. Sample size.
Finally, results of the fieldwork were confirmed through exploratory and confirmatory factor analysis using SmartPLS version 4.1.1.4. (SmartPLS GmbH, Boenningstedt, Germany).
This study defines university sustainability as the institutional integration of sustainable development principles into the structure and strategy of the institution. In other words, sustainability values are incorporated into the functioning and performance of the institution, and the substantive functions of teaching, research and community outreach are restructured to look for environmental, social, and economic balance.
The conceptualisation of university sustainability has not been homogeneous, as it responds to the diverse cultural contexts of organisations and the historical evolution of their needs. Therefore, it is one of the most relevant theoretical and strategic issues for identifying the socio-economic and environmental challenges of civil society organisations [23]. The concept originated with the notion of Sustainable Societies in 1974, which influenced the approaches to sustainability by universities reflected in international declarations such as Talloires (1990) and Halifax (1991) [24]. The starting point was a conceptual approach centred on ecological care, which later evolved into the idea of corporate responsibility towards stakeholders, emphasising social well-being, and then giving rise to the concept of organisational sustainability. This was defined as the contribution of organisations to economic development, social well-being, and environmental stewardship through their strategy, structure, and operations [25,26].
In this sense, a sustainable university is understood as one which, through its core functions, governance, and evaluation processes, seeks to embody the discourse of sustainability. Theoretical gaps prompted efforts to achieve a deeper integration of core functions, organisational structures, and strategies with sustainability models [27].
Likewise, the terminological distinction among a green university focused on development plans, environmental training, and eco-friendly campuses; a sustainable university that supports the hidden curriculum; and university sustainability as an organisational model has been made [28]. Consequently, university sustainability is conceived as HEIs managed to achieve social well-being, environmental care, and economic progress, embedding sustainability principles within their core functions, organisational structures, and corporate strategies [29–31].
University sustainability has been addressed in multiple social and cultural contexts. Hence, a more in-depth assessment has been enabled in the case of Latin American universities, where the incorporation of sustainability is still in its initial stages [16,32]. Recent studies have shown that successful implementation of university sustainability requires structural conditions that support it [33]. For example, implementing governance models with environmental and social approaches, training functionaries and professors, and creating an organisational culture based on sustainability values [33,34]. Likewise, studies in developing countries show that sustainability assessment models are contingent on the availability of resources and institutional capacities. This highlights the need to reinforce the experiences of institutions in emerging contexts with broader and more advanced comparative frameworks that allow identifying gaps and opportunities for improvement [30,35].
Evaluation of University SustainabilityIn order to align higher education with principles of the 2030 Agenda, sustainability assessment tools (SATs) have been developed to quantify progress towards sustainable goals [36,37]. Research on these measurement tools began in the 1990s; since then, it has provided sufficient empirical data to analyse their structure and drivers of change [38]. Such evaluation tools were created to measure the degree of implementation of international agreements and declarations on university sustainability [39,40]. They initially appeared to support auditing and certification processes [14] becoming non-standardised reference points for self-assessment processes and for comparing data across institutions [41,42]. Thus, university evaluation is defined as the mechanisms used by HEIs to perform a real verification of progress in achieving sustainability goals [43,44]. The purpose of these tools is to make evaluation processes more transparent, coherent, and comparable [43,45].
However, models for assessing university sustainability have not been entirely holistic, either because they do not encompass all organisational dimensions or because they do not account for interaction with stakeholders [46,47]. This is partly due to the adaptation of corporate sustainability instruments such as GRI, ISO26000, and accountability, which do not consider the specific context of HEIs [48,49]. Nevertheless, mechanisms were also created to fill this gap by implementing tools specifically designed for the university context, such as GASU, STARS, and AISHE [50–52].
Other tools have focused primarily on the ecological dimension while giving little attention to social and economic aspects [38,53]. Thus, an evaluation tool should include items that cover all dimensions of both sustainability and the university [48] or employ multiple tools for analysis and comparison [7].
Recent research has highlighted that the assessment of university sustainability should be conducted as a multidimensional process supported by institutional frameworks where governance has global reach and support; reporting and stakeholder participation, where the guidelines established by international organisations, summits, and treaties govern its development [33,34]. Comparative analyses of the integration of university sustainability as an organisational model and its respective assessment have shown that adopting integrated mechanisms for comparative assessment models yields more transparency and promotes a better integration of sustainability goals into the institutional strategy [16,35]. Consequently, connecting Latin American experiences, particularly those of Colombian universities, helps to contextualise regional progress by finding its barriers and main challenges.
Students as a Focal Point for StakeholdersIn university sustainability studies, stakeholder theory is the most widely accepted among experts because it considers the creation of value and competitive advantages from sustainability [13,54]. Universities that support their performance and fulfilment of their mission with sustainable actions gain brand positioning and competitive advantages over their competitors [55–59]. Likewise, stakeholders influence the behaviour and performance of organisations, becoming drivers of sustainability [60].
Consequently, the existence of universities is justified by their relationship with stakeholders, as they influence the way in which they achieve their goals [54]. This is particularly true for students, who are considered by various studies to be the starting point for a sustainability holistic integration process [61]. Students are simultaneously co-creators and beneficiaries of sustainability. They convey the ‘voice of the customer,’ whose perception and direct participation have a decisive influence on the continuous improvement and legitimacy of universities [62]. From this perspective, including their participation in institutional strategies for socio-economic well-being and environmental care promotes organisational learning [63].
Value creation is linked to stakeholder relations [13]. Therefore, university sustainability increases brand value and positioning [64]. Sustainability is a part of brand appeal, especially for students, and it is a determining factor in stakeholder positioning [62,65]. Understanding students as the main stakeholder allows for a sustainability approach that improves results in substantive functions, knowledge creation and transfer, employability, and community engagement [66,67]. Given that this study is developed from the student perspective, they are considered internal and external stakeholders [54,68].
Results of the literature review provided a first exploration of the current state of the art. Records obtained and processed by VOS viewer 1.6.20 software (Centre for Science and Technology Studies, Leiden University, Leiden, The Netherlands) enabled the identification of thematic relationships and points of co-occurrence among keywords. Five clusters were generated, three of them are directly aligned with the aim of this study. The knowledge map is presented in Figure 2.
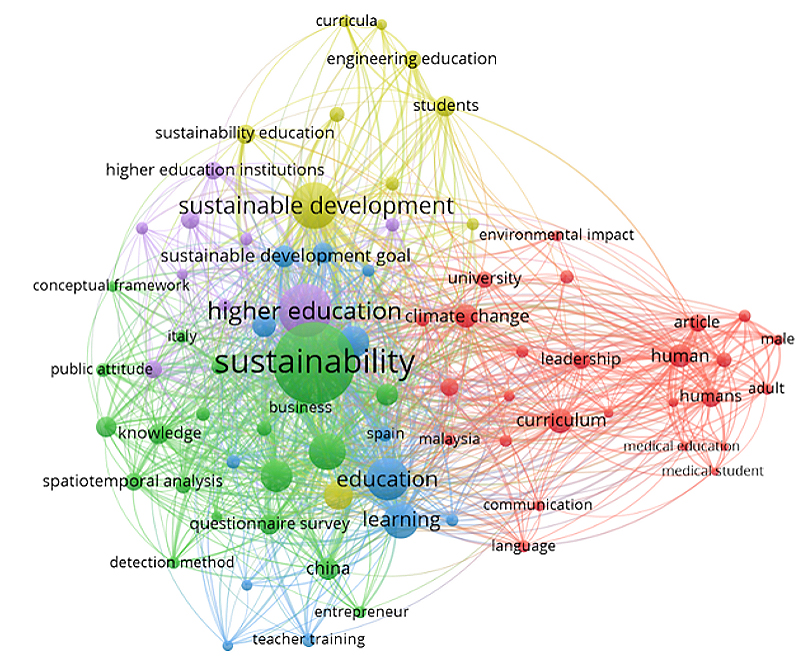 Figure 2. Cluster grouping from VOS Viewer version 1.6.20.
Figure 2. Cluster grouping from VOS Viewer version 1.6.20.
In Cluster 1, (green colour) recent conceptualisations of university sustainability are presented. A transversal definition states that university sustainability is the implementation of sustainability principles across all academic and administrative subsystems [69,70]. It is defined as an institution guided by sustainability values as a core principle, shaping its activities in education, research, and community outreach [30]. The way a university implements sustainability as an organisational model is through cooperation and co-creation of initiatives with stakeholders [8,71]. From an operational perspective, sustainability is implemented on campus—also understood as green campuses—through smart infrastructures, efficient waste and rubbish management, sustainable water management, clean energy adoption, sustainable transport options, and healthy food provision [72,73]. It also includes campus experiences promoting inclusion, human rights, diversity, and mental health care [1,74]. Furthermore, curricular transformation is emphasised to foster leadership and critical thinking, equipping students with the skills necessary to achieve sustainability goals [75,76].
Cluster 2 (red colour) identifies the dimensions of university sustainability concerning the university’s substantive functions: education, research, and community outreach. The first dimension, education, is conceptualised as classroom activities and the teacher–student relationship. It includes integrating sustainability into the curriculum, adopting pedagogies that promote sustainable thinking, and developing teachers’ competencies in sustainability [37,42]. It is noted that the entire curriculum should, in some form, promote alignment with the principles of the 2030 Agenda [38].
Cluster 3 (yellow colour) relates to governance and campus operations. The fourth dimension, governance actions, encompasses all management activities by higher education leaders to achieve sustainability goals [8,77]. This includes embedding sustainability objectives into the institutional educational project, strategic planning, mission and vision statements, and fostering an organisational culture oriented towards social well-being and environmental care [78]. The fifth dimension, sustainable campus management, includes all operational actions related to waste management, recycling, water use, transport, infrastructure, energy use, ecological spaces, and adequate workplaces [79,80].
It also encompasses experiences offered to students to promote sustainability, such as forming groups, work teams, events, media activities, and participation in projects [52,81]. The sixth dimension concerns accountability to stakeholders regarding the achievement of sustainability goals [82]. This includes preparing sustainability reports, as well as implementing various institutional evaluation and monitoring mechanisms [83,84].
Following the literature review, the construct was characterised and its domain established. Based on this, the first set of questions was developed for each of the six dimensions identified in the literature, totalling 24 items, as shown in Table 2.
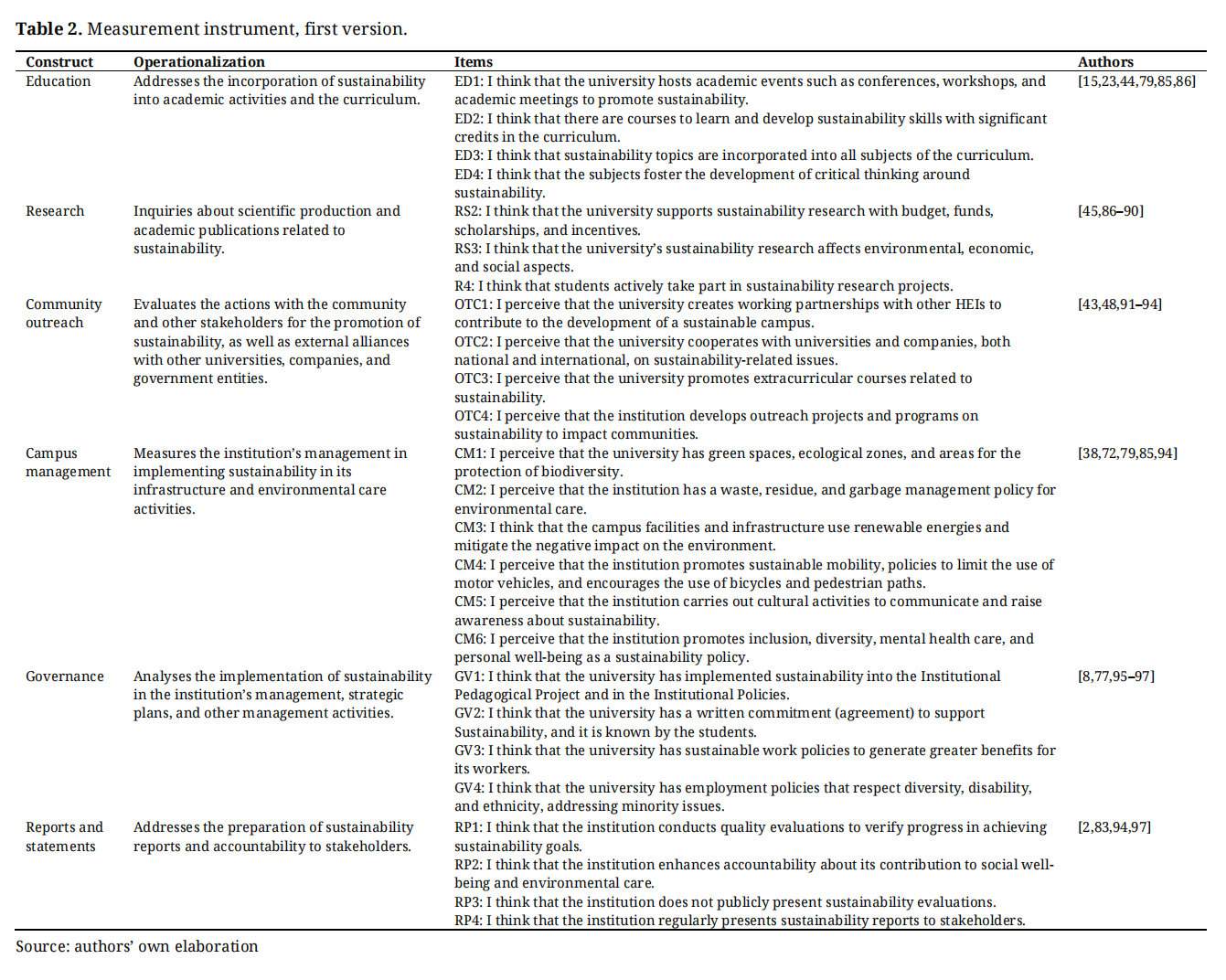 Table 2. Measurement instrument, first version.
Table 2. Measurement instrument, first version.
The exploratory factor analysis was conducted using the SPSS software (IBM Corp. Armonk, NY, United States). For inferential analysis, the Kaiser-Meyer-Olkin (KMO) measure was applied to assess the consistency of the data and the relevance of the variables to the research goal. With a KMO value of 0.91, an excellent sample size was confirmed according to the parameters established by Hair [98], as well as Bartlett’s test of sphericity, which yielded a chi-square value of 50,082.93 with a significance level of p = 0.000, thereby supporting the adequacy of the instrument. Similarly, the total variance explained showed a cumulative percentage of 83.38%, surpassing the minimum threshold of 60% [99], which ensures the practical significance of the factors.
The analysis was thus performed using principal axis factoring and Promax rotation, as these are proper estimation methods for reflective measurement models [98] Moreover, dimensions with factor loadings greater than 0.5 were extracted, guaranteeing meaningful groupings of variables. Only items CM1 and RP3 did not meet the established minimum threshold and were therefore eliminated. Reliability analysis used Cronbach’s Alpha to assess the robustness and consistency of the measurement instrument, with most cases showing values above 0.90 (see Table 3).
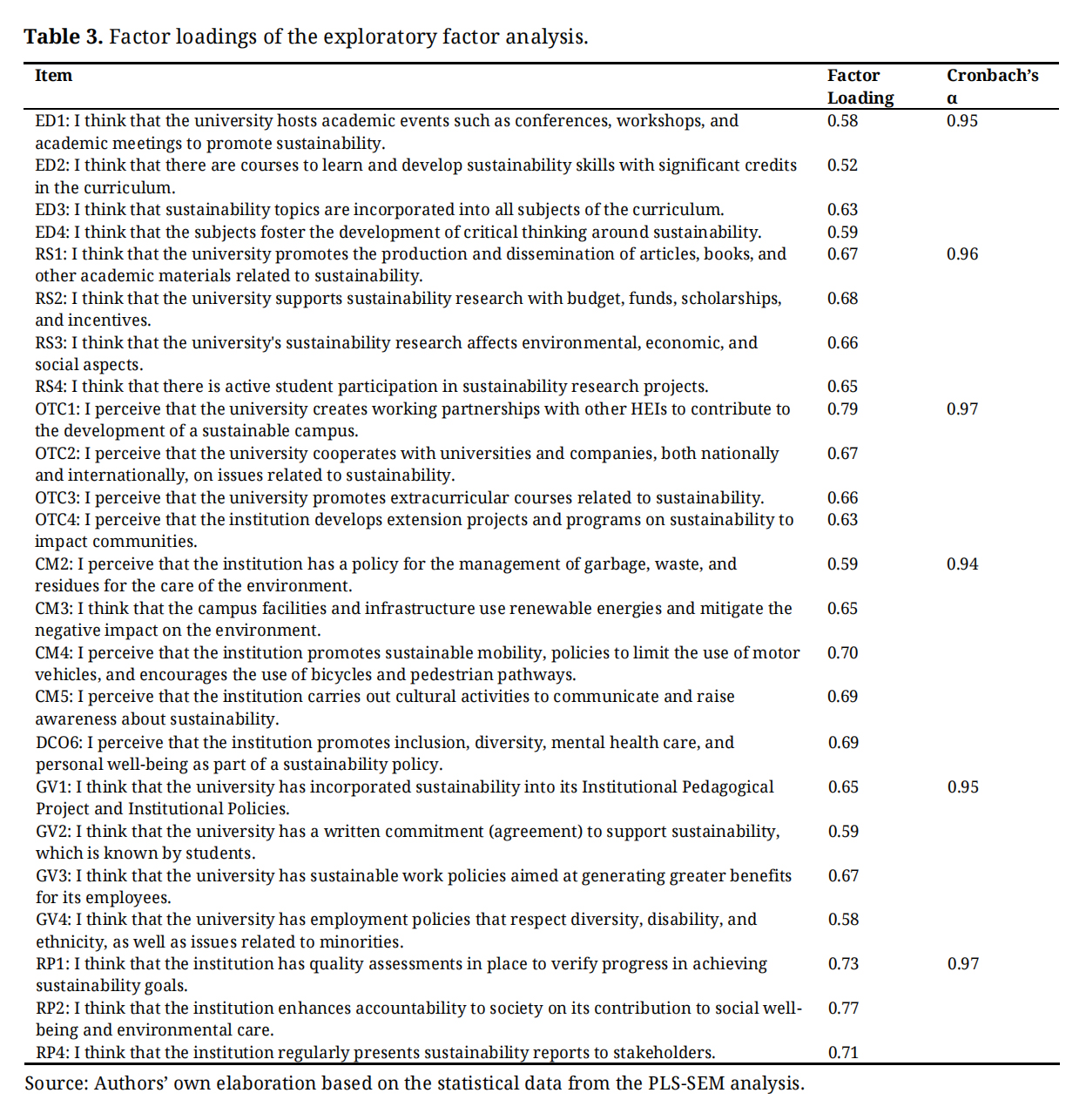 Table 3. Factor loadings of the exploratory factor analysis.
Table 3. Factor loadings of the exploratory factor analysis.
A confirmatory factor analysis was conducted to determine the correspondence of the instrument with the research objective. Thus, reliability and internal consistency analyses were performed, as well as the convergent validity of the model. It was found that factor loadings were higher than 0.65 in all cases, which corroborates the exploratory analysis findings about the relevance of the items. Likewise, in all cases, Cronbach’s alpha was higher than 0.90, exceeding the recommended threshold of 0.70. Similarly, the Rho_c indicator was higher than 0.79, confirming the reliability of the model. Regarding the convergent validity of the model, the average variance extracted (AVE) showed values higher than 0.87, confirming the pertinence of the constructs (see Table 4).
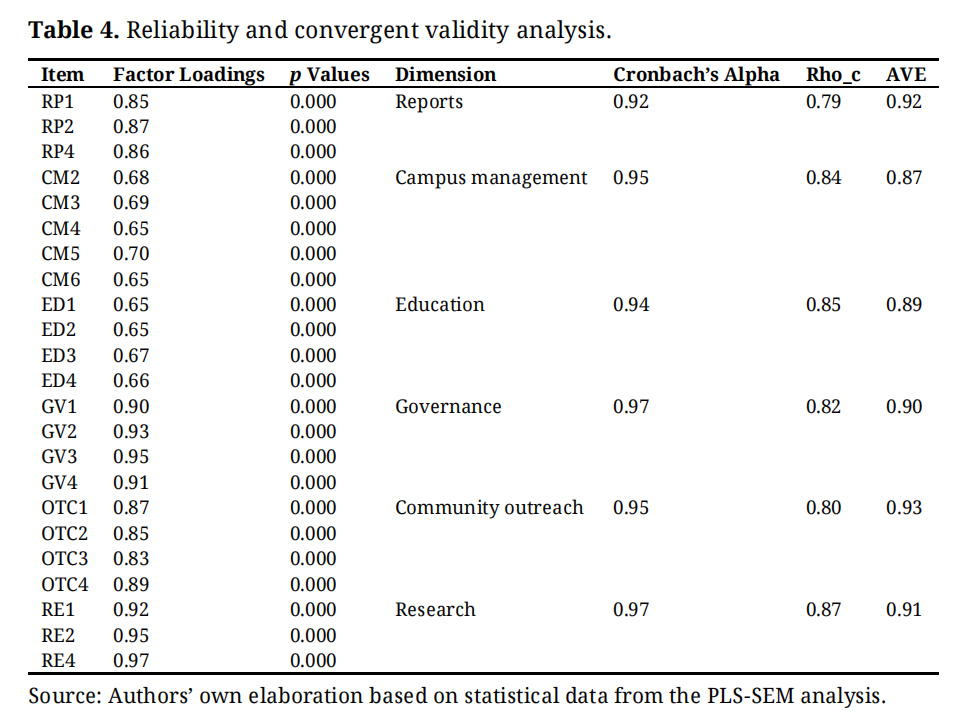 Table 4. Reliability and convergent validity analysis.
Table 4. Reliability and convergent validity analysis.
For discriminant validity, the Heterotrait-Monotrait (HTMT) ratio was used to verify that the items do not measure the same construct. The analysis addresses cases in which the correlations between indicators measuring the same construct are higher than the correlations between indicators measuring different constructs, with values strictly below 0.85 or acceptably below 0.90, and confidence intervals lower than 1 [100]. Consequently, confidence intervals for the HTMT are below the 0.90 threshold in all cases (see Table 5), which corroborates the discriminant validity of the model.
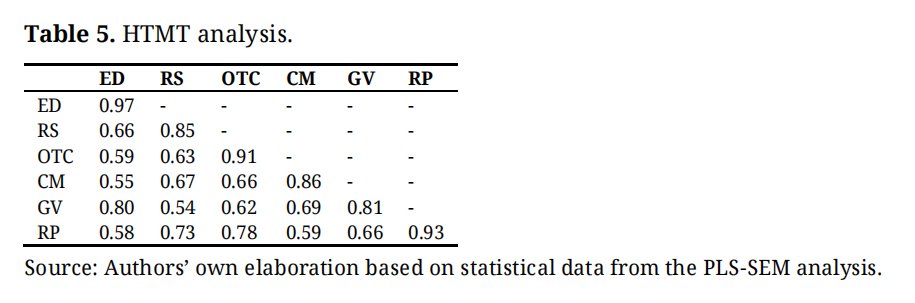 Table 5. HTMT analysis.
Table 5. HTMT analysis.
About the model fit indicators, the RMSEA (Root Mean Square Error of Approximation) was 0.058 and the SRMR (Standardized Root Mean Square Residual) was 0.051, indicating an excellent fit of the empirical work to the theoretical framework of the research. Similarly, the CFI (Comparative Fit Index) reached a value of 0.96, which exceeds the threshold of 0.95, thereby confirming an excellent fit of the model [100].
This research aims to establish a measurement tool to estimate students’ perceptions about university sustainability. Results confirm the relevance of the dimensions assessed for HEIs in a Latin American socio-cultural context, where educational institutions still lag behind in management processes for the implementation of sustainability [50]. To the best of the authors’ knowledge, there are still no conclusive studies on instruments that can support sustainability evaluation processes in HEIs. Consequently, the instrument developed in the present work is an approach to university management for sustainability, proposing the organisational aspects that could be considered for a holistic implementation of sustainability in the strategy and structure of HEIs [101].
Findings from the literature review presented the university’s substantive dimensions as the core for implementing sustainability. Likewise, there is an ecocentrism focused on campus operations [70]; nonetheless, sustainable campus management is indispensable for ensuring students’ educational experience in sustainability [72,102].
Sustainable campus management constitutes a starting point for sustainability implementation processes [74]. Likewise, literature has shown that, without governance activities, it is not possible to achieve a holistic implementation of sustainability across academic and administrative subsystems [84]. This dimension highlights the importance of leadership within HEIs for achieving sustainability goals in a way that positively affects stakeholders, reaching legitimacy and ethical recognition [103,104].
Consequently, exploratory and confirmatory factor analyses showed that the proposed dimensions are statistically valid and reliable for building an evaluation model that requires specifying the critical points to be analysed. Thus, the education dimension considers experts’ observations on sustainability by covering curricular aspects and teacher–student activities [47]. These aspects are fundamental to confirm the presence of sustainability in the development of the institution’s academic activities. Regarding research activities, students perceive this to be one of the substantive functions with the greatest weight for achieving sustainability [105,106].
This is due to the scientific nature of the process, which links theoretical and empirical constructions to industry needs and to the interests of various public institutions in sustainability matters [65]. Likewise, the empirical analysis confirmed that the scientific dissemination of sustainability research makes up one of the principal sources of corporate reputation for the institution and one of the main contributions to environmental care and socio-economic progress [56,107]. With regard to community outreach, the empirical analysis showed that it is one of the main forms of co-creation and joint work with communities on projects and activities that contribute to raising awareness about sustainability and achieving goals [108]. Although the theoretical review shows the need for deeper conceptual development of this substantive university function and its relationship with sustainable development, both theoretical and empirical findings confirmed that community outreach is one of the main forms of interaction with stakeholders [28,109].
As for the governance dimension, empirical work proved the importance of institutional management and leadership for achieving sustainability [78]. Governance processes, planning, mission statements, and articulation of quality processes to verify sustainability goals are settings for generating representativeness and student participation in building a sustainable university [103].
Regarding sustainable campus management, students can most readily see whether their educational institution incorporates the values and principles of sustainability [73,74]. Sustainable campus management has a strong link to the environmental dimension of sustainability. Recent studies have incorporated elements of a more spiritual and transcendent nature, such as the integral development of the person, inclusion policies, gender equity, human rights, mental health, and personal wellbeing into this dimension [16,45,110]. Finally, the sustainability reporting dimension showed that reports are a source of legitimacy vis à vis stakeholders, as they express the transparency of the institution’s commitment to socio economic progress and environmental care [15,93].
This study contributes theoretical input to strengthen evaluation processes in sustainability management in complex environments such as that of HEIs in Latin America. In this way, it helps strengthening institutional capacities by establishing a student-centred strategic direction for achieving sustainability goals [110]. Likewise, the reliability of the instrument and its theoretical and empirical soundness contribute to institutions’ operational activities, especially to show the achievement of sustainable goals in their substantive functions and in their day-to-day performance [89]. In addition, the model strongly considers substantive functions as a starting point for the organisational analysis of university sustainability, which makes it a useful tool for planning processes and communication with stakeholders. This study is limited to the Colombian higher education system, which, although representative of several Latin American dynamics, has its own regulatory, cultural, and institutional specificities. Therefore, caution should be exercised if extending the findings to other countries in the region.
Limitations, Recommendations for Future Work, Theoretical and Managerial ImplicationsThe limitations of this study lie in its focus on the student perspective within the Colombian context. Thus, future research could address other stakeholders and conduct comparative multigroup studies, expanding the scope of investigations to foreign HEIs. While results contribute valuable insights into sustainability performance and student perceptions within Colombian accredited universities, they should be interpreted within this national context. Nevertheless, findings provide a useful reference for similar institutions across Latin America that look to strengthen their sustainability governance and reputation management. Therefore, the main theoretical implications of this study are helping research on university sustainability by providing evidence of the dimensions that could be confirmed in the sustainability management at HEIs. It also contributes to studies that seek to involve students as a central axis of the university mission. Regarding managerial implications, it is a tool that could support planning processes and accountability before various institutions of society and the State.
It should also be noted that, beyond the strategic and reputational approach, this research has direct implications for curriculum design and teaching practices in universities. The evidence obtained in this study shows that sustainability values should be integrated holistically and transversally into the curriculum, the campus as a hidden curriculum, and teaching approaches of institutions. This implies establishing curricula based on social and environmental awareness, ethics and social responsibility, and civic values as competencies and learning outcomes. Similarly, results favour the promotion of methodologies that link theory and practice for achieving a change in student behaviour in favour of sustainability, encouraging their participation, and strengthening their sense of belonging to the institution.
The dataset of the study is available from the authors upon reasonable request.
Conceptualization, JC-G; methodology, JC-G; software, JDSdPGdC; validation, JC-G, CG-G and JALA; formal analysis, JC-G; investigation, JC-G and JALA; resources, CG-G; data curation, JALA; writing—original draft preparation, JC-G; writing—review and editing, JC-G, CG-G, JALA and JDSdPGdC; visualization, JDSdPGdC; supervision, JC-G; project administration, JC-G; funding acquisition, CG-G. All authors have read and agreed to the published version of the manuscript.
The authors (Johnatan Castro-Gómez, Camilo Giraldo-Giraldo, José Albán Londoño Arias, and Jesús David Sánchez del Campo) declare no financial, personal, or institutional conflicts of interest that could have unduly influenced the results, interpretation of the data, or writing of this manuscript.
This research received no external funding.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
36.
37.
38.
39.
40.
41.
42.
43.
44.
45.
46.
47.
48.
49.
50.
51.
52.
53.
54.
55.
56.
57.
58.
59.
60.
61.
62.
63.
64.
65.
66.
67.
68.
69.
70.
71.
72.
73.
74.
75.
76.
77.
78.
79.
80.
81.
82.
83.
84.
85.
86.
87.
88.
89.
90.
91.
92.
93.
94.
95.
96.
97.
98.
99.
100.
101.
102.
103.
104.
105.
106.
107.
108.
109.
110.
Castro-Gómez J, Giraldo-Giraldo C, Albán Londoño Arias J, David Sánchez de Pablo González del Campo J. Sustainability performance evaluation in accredited universities: An organizational analysis from the students’ perspective. J Sustain Res. 2025;7(4):e250067. https://doi.org/10.20900/jsr20250067.

Copyright © Hapres Co., Ltd. Privacy Policy | Terms and Conditions




