Location: Home >> Detail
J Sustain Res. 2026;8(2):e260051. https://doi.org/10.20900/jsr20260051
 ,
Laura Bertinazzi 1 ,
Sofia Graziano 1 ,
Craig Johnston 2,* ,
Katarzyna Polanowska 2,3 ,
Rhiannon Ellis 2
,
Laura Bertinazzi 1 ,
Sofia Graziano 1 ,
Craig Johnston 2,* ,
Katarzyna Polanowska 2,3 ,
Rhiannon Ellis 2
1
2
3
*
This article presents the findings of the Life Cycle Assessment (LCA) and Social Life Cycle Assessment (S-LCA) performed by Life Cycle Engineering SPA (LCE) within the framework of the European project PLENITUDE. The project is funded by the Circular Bio-based Europe Joint Undertaking (CBE JU) and its aim is to develop a scalable production system for mycoprotein, ABUNDA. The LCA estimated every kilogram of mycoprotein produced, stored, and distributed used 125 L of freshwater and 1.2 m2 of land, while also generating around 5 kg of eutrophication pollution in fresh and marine waters. And as for climate impact, it estimated the production, storage, and distribution of 1 kg mycoprotein generated around 3 kg of CO2 equivalent emissions. The S-LCA assesses the presence of risks or positive opportunities for stakeholders across the value chain. These include consumer health benefits, improved working conditions, support for local community development, the creation of stable jobs, the involvement of local suppliers, and the low environmental footprint of the production process.
LCA, Life Cycle Assessment; S-LCA, Social Life Cycle Assessment; CBE JU, Circular Bio-based Europe Joint Undertaking; LCI, Life Cycle Inventory; LCIA, Life Cycle Impact Assessment; GHG, greenhouse gas; EAAs, essential amino acids; ANFs, anti-nutritional factors; DIAAS, Digestible Indispensable Amino Acid Score; PDCAAS, Protein Digestibility Corrected Amino Acid Score; TVP, textured vegetable protein; B2B, Business to business; GWP, global warming potential; RNA, ribonucleic acid; UNEP, UN Environment Programme; SETAC, Society of Environmental Toxicology and Chemistry; GRAS, Generally Recognised as Safe; FDA, Food and Drug Administration; PCR, Product Category Rules
The agri-food sector is recognised to cause significant stress on our planet and accounts for 16.5 billion metric tons of CO2 generated annually which represent 31% of the global anthropogenic green-house gas (GHG) emissions in 2019 [1]. The increasing environmental pressure on our planet and its resources as well as the need to provide high-nutritional food to sustain human health has come to question the functioning of our current food systems, shedding the light on the need to explore new food alternatives and more sustainable production systems [2].
Meeting the growing protein demands sustainably will require optimising current production practices, and exploring alternative protein sources [3,4].
Current Protein Market Trend in the European UnionIn 2024, the global protein market was valued at approximately USD 12.25 billion, and it is expected to reach around USD 27.48 billion by 2034; it is distributed among the following protein sources [4–6]:
●
●
●
●
●
The environmental impact of meat production has been documented in literature. The impact on land use, owing to the hectares of land allocated to grazing or to producing feed crops, or on water consumption can vary greatly based on the livestock production systems considered, generally leading to deleterious consequences including deforestation, biodiversity loss, local points of pollution and GHG emissions.
From a nutritional perspective, animal-based protein sources provide a balanced aminoacidic profile, including all required EAAs (essential amino acids) for human nutrition and high protein digestibility, as well as vitamins and minerals. In addition, meat-based products are deeply embedded in cultural traditions and have a strong consumer acceptance, despite the growing ethical concerns associated with animal welfare of the past decades [4,7,8]. However, high intake of animal-based sources, exceeding the average recommended protein, is reported to increase the risk of diet-related diseases, including cancers, type-2 diabetes, obesity and coronary heart complications, which have led to growing concerns on the presumed risks for human health [4,6].
The need to address current societal challenges related to climate and environmental issues, together with increasing ethical concerns regarding animal welfare associated with current livestock production systems (e.g., animal well-being in intensive livestock production systems, slaughtering conditions…), has driven the emergence of a market for meat-analogue products (e.g., burgers, ‘chicken’ nuggets, ‘meatballs’, ‘sausages’...) relying on alternative protein sources. [6,8–11].
In terms of environmental impact, plant-based protein sources show an improved ‘feed-to-food’ conversion ratio, compared to animal-based protein sources with the former requiring 1.3 kg arable crop to produce 1 kg of plant-based protein sources while 7 to 10 kg of feed required to produce 1 kg of live weight for beef meat [6]. Plant-based protein sources are reported to provide benefits to human health owing to the lower content in cholesterol and higher content in polyunsaturated fatty acids and dietary fibres compared to animal-based protein sources. However, plant-based proteins are associated with lower content of vitamin B12 (found in an inactive form), iron, as well as protein (non-heme iron with lower bioavailability compared to heme iron present in animal base protein sources) [12].
At present, the formulations of meat-substitute items contain different food additives, including vegetable oils, spices, binding agents (e.g., potato starch, methylcellulose…), and stabilisers, to reach the desired organoleptic properties comparable to animal-based counterpart, aiming to meet consumers’ expectations. While the recipe formulations of meat-analogues items are studied to fortify the food items with macro-and micro-nutrients to meet high nutritional properties, the use of several food additives have raised questions of their effective impact on human health. The complex formulations developed for meat-analogues, often resulting from the priority given to organoleptic properties over the nutritional benefits of the starting plant-based proteins, have been defined by some authors as ‘ultra-processed food’.
MycoproteinsAmong single-cell proteins, mycoproteins have been widely researched for human consumption as alternatives to meat-based items owing to their organoleptic properties and the meat-like texture that can be obtained from the fermentation of fungal hyphae. Current industrial production of mycoproteins for agri-food sector applications relies on selected strains of Fusarium venenatum. The strains used for food-grade applications are selected as to not produce mycotoxins. Mycoprotein large scale production systems are designed based on biotechnology processes and are reported to display an improved efficiency in land and water use, as well as generating less GHG emissions compared to animal-based proteins from livestock production systems. In addition, mycoproteins are reported to outperform plant-based proteins in terms of the environmental impact of their production process, based on Life Cycle Assessment (LCA) studies reported in literature. The current production of mycoproteins is based on a continuous fermentation process, requiring relevant substrate (carbon source) and nutrients for growth. The fungal biomass undergoes an additional heat treatment to reduce the content in RNA and being suitable for human consumption. The fermentation broth is then centrifuged, and a mycoprotein paste is recovered [5,11].
From a nutritional perspective, mycoproteins provide a balanced amino acid profile containing all relevant EAAs, with a relatively high content in fibre and a low content of total fat (approximately 2.9%), with polyunsaturated fatty acids being predominant over saturated fatty acids. In addition, mycoprotein digestibility is high and close to animal-based protein sources with PDCAAS values of 99.6% reported in literature.
PLENITUDE (plenitude-eu.com) is a project funded by the Bio-based Industries Joint Undertaking (JU) under the European Union’s Horizon 2020 research and innovation programme under grant agreement No. 838104.The project contributes to the creation of resilient and equitable food systems by addressing the three pillars of sustainability: environment, social and economic angles. The LCA study validates its environmental and socio-economic benefits and also provide a transparent framework for assessing its scalability and long-term feasibility.
The PLENITUDE project brings together 10 partners that collaborate along the ABUNDA mycoproteins supply chain, including: Enough (co-ordinator), Cargill (co-location), Wageningen Food & Bio Based research, Vivera, ABP Food Group, International Flavours & Fragrances (IFF), MosaMeat, Lactips, Life Cycle Engineering (LCE), and Bridge2Food.
PLENITUDE promoted a mycoprotein value chain initially relying on a patented minimal-waste process where by-products and waste streams from the fermentation process are recycled internally for the production of food-grade ethanol, favoured by the collaboration between the aerobic fermentation plant (ENOUGH) and the refinery (Cargill) co-located in Sas van Gent (the Netherlands). Figure 1 provides an overview of the project phases.
Opened in 2023, the Sas van Gent plant operated by ENOUGH was built using funding and expertise developed through the PLENITUDE project, which successfully attracted external investment.
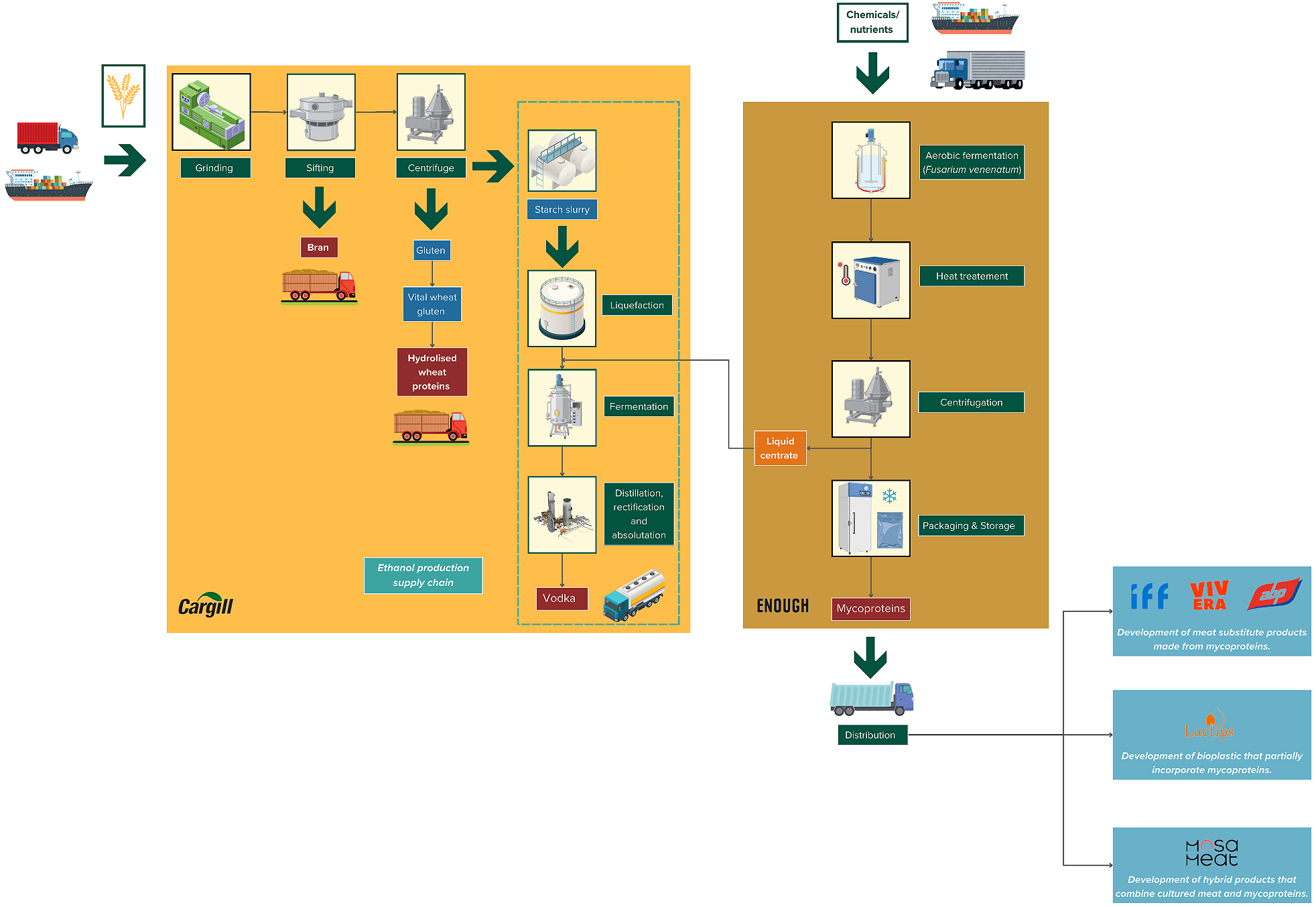 Figure 1. Simplified flowchart of the PLENITUDE project.
Figure 1. Simplified flowchart of the PLENITUDE project.
The Life Cycle Assessment (LCA) is a systematic approach designed to evaluate and quantify the environmental impacts of processes, products, or services throughout their life cycle. The main objective of an LCA study is to map energy and material flows, as well as emissions to air, water, and soil, within defined system boundaries. LCA study is conducted following the iterative phases as defined by ISO 14040-14044. This approach assesses environmental performance through various indicators, such as global warming, resource depletion, and ecotoxicity. LCA typically follows a ‘cradle-to-grave’ approach, analysing all life cycle stages from resource extraction to waste management. Alternative scopes like ‘cradle-to-gate’ or ‘gate-to-gate’ focus on specific segments of the supply chain. It identifies environmental ‘hotspots’ to improve performance and supports applications in product design, process optimisation, ecolabeling, and policymaking. Lastly, a study’s scope and detail depend on factors like timeframe, budget, and confidentiality [13–15].
LCA faces several limitations that should be acknowledged when interpreting its results. The PLENITUDE project operates on an innovative but smaller, less optimised scale than conventional systems for producing meat products. These limitations highlight the need for cautious analysis and contextual understanding of LCA outcomes [16,17].
The Baseline ScenarioThe baseline scenario aims to assess the environmental performance of the mycoprotein production supply chain located at the Sas van Gent plant, which involves the synergistic co-production of food-grade and industrial ethanol by Cargill and mycoproteins produced by ENOUGH for the food sector. It refers to the current operating production capacity 10,000 tonnes per annum. The study aims to assess the current environmental impact of the operating process and to identify the hotspots along the life cycle analysed to further improve the impact of the process, guided by bioeconomy principles, with the annual capacity expected to increase in the coming years.
The LCA results are presented through five selected environmental impact categories. These categories include climate change global warming potential (GWP), acidification, eutrophication (which encompasses aquatic freshwater, aquatic marine, and terrestrial aspects), net freshwater use, and land use. Global warming potential (GWP) measures changes in radiative forcing in the atmosphere caused by greenhouse gases (GHGs), particularly resulting from human activities. GWP is commonly used to compare the effects of different GHGs, which are expressed in terms of CO2 equivalents. Acidification refers to the increase in the concentration of certain atmospheric pollutants, mainly nitrogen oxides (NOx) and sulphur dioxide (SO2). Eutrophication occurs when excess nutrients, such as phosphorus and nitrogen, enrich aquatic environments. This leads to the rapid growth and proliferation of plant biomass, which can negatively impact aquatic ecosystems by depleting oxygen levels in water bodies and reducing biodiversity among flora and fauna. Finally, net freshwater use and land use refer to the inventory of water flows considered in the model and to the extent of land occupation, respectively [14].
Declared unit and system boundariesA declared unit of 1 kg of mycoprotein produced in ENOUGH plant was considered for the baseline scenario of this study.
Once the system function and declared unit were identified, the unit processes necessary to fulfil the aim of the study were defined. Figure 2 illustrates the system boundary considered for the baseline scenario as well as the phases of the food supply chain of ABUNDA mycoprotein taken into consideration. Within this scenario, the system considered was divided into the foreground system, which is ‘under the direct control of the decision-maker for which an LCA is carried out’ and the background system, on ‘which the decision-maker has little or no influence’. The production of mycoprotein occurring at ENOUGH constitutes the foreground processes, while the primary production of wheat and initial steps leading to the generation of the substrate for growth as well as the production of ethanol occurring in Cargill’s plant, were considered part of the background system for this scenario.
The foreground processes include a fermentation process to produce microbial biomass from Fusarium venenatum under aerobic conditions using a substrate for growth derived by a physical flow redirected from the vodka supply chain operated in Cargill’s refinery located in Sas van Gent.
Fermentation parameters were optimised at laboratory scale, including temperature, pH, substrate concentration, and oxygen transfer. Enhancing oxygen transfer rates improved microbial efficiency, while better substrate utilisation increased overall yield, reducing resource inputs and environmental impact.
These optimised conditions were successfully translated to pilot scale, where maintaining effective oxygen transfer (kLa) and mixing was critical to preserving performance. Scale-up trials confirmed consistent substrate yield and process stability, while also addressing mass transfer limitations typical of larger systems.
The process has also been implemented in continuous operation, enabling steady-state conditions that further improve substrate yield and productivity. Continuous fermentation reduces downtime, enhances oxygen and nutrient availability, and lowers energy use per unit product, supporting improved LCA outcomes and overall process sustainability.
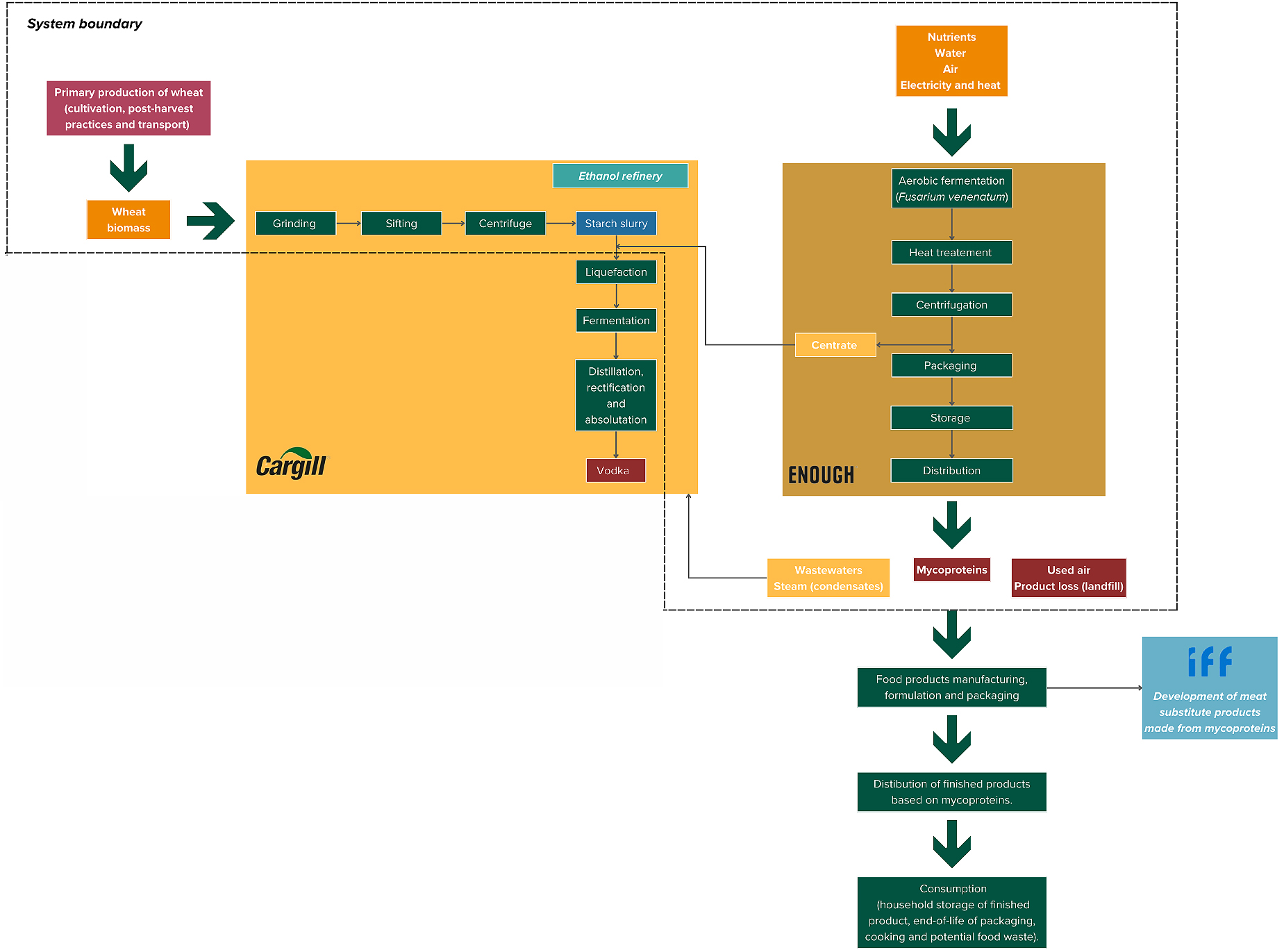 Figure 2. System boundaries for the baseline scenario.
Figure 2. System boundaries for the baseline scenario.
Following the fermentation step, a heat treatment is applied to the fungal biomass to decrease the content of ribonucleic acid (RNA), which is reported at high doses to have toxic effects on human health. Once the heat treatment is operated, the fermentation broth is centrifuged, collecting a precipitate (the mycoprotein paste) and a supernatant (referred to as the ‘centrate’). The centrate, mainly hot water with unconverted substrate and/or nutrients, is reintroduced into the system before the liquefaction step within the vodka refinery. The mycoprotein paste is packed into unit blocks of approximately 12 kg, stored (cold or frozen storage), and ready for transport (distribution phase) to other partners and clients. Finally, as this is a ‘cradle-to-gate’ LCA study, the system boundary ends with the production of packed mycoprotein distributed to clients (including the impact attributed to the storage of mycoproteins).
Assumptions and considerationsIn the baseline scenario, assumptions were established regarding the storage phase, following the guidelines outlined in the Product Category Rules (PCR) for Food and Beverage Products [18], published by The International EPD System. These assumptions account for the electricity consumption associated with the storage of mycoproteins, starting from their production at the ENOUGH plant and continuing until their delivery to partners and stakeholders later in the supply chain.
Downstream phases (e.g., use phase, food preparation and waste management) were excluded since ABUNDA mycoprotein is a business-to business raw material that is not used as it is but it needs to be furtherly processed to produce final food products (meat alternative patties, sausages, schnitzel, etc.); for this reason the aim of this LCA study was focused on the upstream and core phases leaving apart the subsequent stages. Furthermore, downstream phases may change a lot affecting the interpretation of results, particularly in the context of food systems where they are mostly dependent to customers behaviours instead of producer’s performances.
The mycoprotein supply chain includes an aerobic fermentation step for cultivating Fusarium venenatum biomass, associated with the release of CO2 emissions due to the partial oxidation of the organic substrate. These CO2 emissions are referred to as ‘biogenic’ because they originate from the carbon that was sequestered from the atmosphere and fixated through photosynthesis during the growth of the biomass. Currently, various approaches account for biogenic CO2 emissions in the inventory of LCA studies. These emissions are considered neutral in most studies and, therefore, not accounted for when creating the data inventory for the system being studied. This assumption is justified by the fact that atmospheric CO2 sequestered by plant biomass in the form of organic carbon is released back into the atmosphere during decomposition. Therefore, when creating the data inventory for the system being studied, these emissions can be considered neutral affecting results [19,20]. As part of this study, this assumption was considered for the baseline scenario.
The idea of climate neutrality for CO2 emissions is a commonly used approach but not everyone agrees with it. Some LCA scientists think that biogenic CO2 should be counted, not just given a value of zero so we can really see how it affects the atmosphere. They say that when we burn biomass or it decays it adds to the CO2 in the air like the CO2 from fossil fuels and this is especially important when we are trying to deal with climate change. Also, the carbon that is absorbed by the Earth may not happen when we expect it to or it may not happen all because of how we use the land and get biomass.
Explicitly including biogenic CO2 could better reflect physical carbon flows. For example, considering crops, their climate performance becomes strongly linked to where and how biomass is produced. Differences between residues, wastes, short-rotation crops, and forest biomass are more clearly reflected, highlighting the role of land-use change and carbon stock impacts. On the other hand, these alternative results may be less directly comparable with studies or policy frameworks that continue to apply the climate‑neutrality assumption.
Life Cycle Inventory (LCI)The LCI phase focuses on identifying and quantifying the physical flows within the analysed system, including raw materials, energy, emissions, and waste; flows were normalised on the declared unit. Primary and secondary data were used to characterise each flow.
Primary data was collected directly from production facilities via interviews, surveys and a questionnaire. Where possible, on-site validated measurements were used to enhance model accuracy. Primary data came from ENOUGH’s plant and was derived from the annual production for the year 2023. The information gathered referred to the total plant production (products and co-/by-products), a detailed list of resources required for the process (e.g., nutrients, substrate for growth and auxiliary materials), plant energy and water consumption, emissions to air (i.e., total air outflow) and water (i.e., management of water discharges), as well as waste management, including product losses and both hazardous and non-hazardous waste.
To complement this latter class of data, secondary data were obtained from verified LCA inventory databases. The LCA primarily relies on datasets sourced from the Agribalyse 3.1.1 inventory database, which is dedicated to the agri-food sector, and from the comprehensive Ecoinvent 3.9.1 database. Additionally, the inventory databases, Agri-footprint, cm.chemicals and the World Food LCA Database, have been used to a minor extent.
The nutrients (e.g., choline chloride) used in the fermentation process, substances not included in the databases, were modelled using a proxy approach by creating the dataset from secondary data based on literature and stoichiometric considerations. As a last option, whenever no secondary data from literature were available, the inventory for some nutrients was modelled using the generic dataset ‘Chemical, inorganic {GLO}|market for chemical, inorganic|Cut-off, U’ from Ecoinvent 3.9.1 as proxy (e.g., calcium acetate).
The substrate for growth entering the fermenter was modelled using the dataset from Ecoinvent 3.9.1 ‘Glucose {RER}|glucose production|Cut-off, U’.
For each nutrient, information on the original manufacturing location was provided from ENOUGH, and therefore, the transportation from the manufacturing site to the production plant could be assessed, assuming that chemicals imported from outside Europe were transported by ship while the transportation of chemicals within Europe was assumed to be conducted by lorry. Distances were estimated using either Google Maps for lorry transport or Sea-distances when performed for ship transport. The centrate was not accounted for in the inventory of the system under study as it is recycled internally. In addition, the system under study faces a product loss of less than 1% on the total annual production.
Finally, energy, heat and water consumption data were available only in aggregated form, with no possibility of allocation to invidual plant steps or operations. The electricity consumption was modelled using a dataset for electricity from the grid in The Netherlands from Ecoinvent 3.9.1.
Data on the storage and packaging of mycoproteins produced by ENOUGH’s plant were gathered from the product data sheet provided by the company. Mycoproteins are packed and frozen in unit blocks, each weighing approximately 13.5 kg on average, wrapped in polyethylene (PE) film. Each unit block displays a product labelling including, among others, information on the production batch and expiration date. Additionally, the blocks are delivered on pallets, which also feature supplementary labelling.
Assumptions were made to compensate for any missing data. To calculate the total amount of packaging required for the annual production of 10,000 tons, the dimensions and weight of each unit block were considered along with the average thickness of the packaging film.
For the storage phase of packed mycoprotein produced by ENOUGH, the minimum durability is defined by a shelf life of at least twelve months under frozen conditions (within an acceptable temperature range of −18 °C to −21 °C) or at least seven days when under chilled conditions (stored at 0–5 °C). In the data inventory, energy consumption associated with chilled or frozen storage was assessed based on guidelines from the PCR for Food and Beverage [21], stating that the average permanence of the product in the refrigerator is half of the declared shelf life. Therefore, the energy consumption was computed for frozen storage over a period of six months and chilled storage over a period of three days.
For the distribution phase, ENOUGH provided information on the location of key customers.
The S-LCA MethodologyS-LCA combines the framework and principles of the environmental LCA (ISO 14040/44 series) with methods and approaches of social sciences linked to the involvement of stakeholders and identification of relevant impact categories. It is a useful methodology to understand what the social hotspots of a value chain are, which are the activities, taking place in a specific location, that may correspond to a problem, a risk, or an opportunity, in relation to a social theme of interest. It analyses both the internal sustainability, correlated to the internal conditions and dynamics of the companies that affect workers, and external sustainability, linked to the ability of a company to generate collective well-being to the local communities, the value chain actors, the customers, and society in general.
S-LCA follows the ISO 14040 framework, the Guidelines for Social Life Cycle Assessment of Products developed by UNEP and SETAC, the Handbook for Product Social Impact Assessment version 3.0 by the Roundtable for product social metrics, and other references.
The aim of the application of S-LCA within the PLENITUDE project has been to offer a sustainability overview of the mycoprotein production in Sas Van Gent and evaluate the social impacts generated during the life cycle of the products or generated by the organisations, relating to different stakeholders’ groups that are involved and influenced in the process, using a reference scale (from negative to positive).
The method used for the S-LCA of the PLENITUDE project consists of four main steps:
First, the system has been identified setting boundaries: what are the stakeholders involved, what are potential material social topics, what are the included life cycle stages or value chain phases.
For each stakeholder category, an ad hoc analysis was performed to identify the most relevant social impacts and issues affecting the specific group, with the aim of assessing how and to what extent the activities related to the ABUNDA supply chain may opportunities or risks from a social perspective. LCE structured a dedicated questionnaire containing specific elements to support the analysis, in collaboration with project partners.
Primary and generic data were collected (life cycle inventory) to assess specific indicators related to selected social topics. During dedicated interviews with ENOUGH, answers were gathered and organised. In addition, feedback from other partners was collected through the cooperation with ENOUGH, acting as the main intermediary.
Finally, the data were elaborated to provide “food for thought” for the intended audience, raising awareness of the most sensitive aspects and serving as a starting point for monitoring and improvement actions. During the data inventory, the focus of the analysis was mainly limited to mycoprotein production and consumption.
Societal acceptance methodologySocietal acceptance, or readiness, refers to the assessment of whether, and to what extent, a certain product, project output, service, event or phenomenon meets the approval and support of the community. In the specific case of the PLENITUDE project, the objective of the societal acceptance analysis is to obtain a comprehensive understanding of the public perception of the mycoproteins bio-based value chain and its consequences on the various stakeholders.
In the context of the PLENITUDE project, societal acceptance matters because the level of readiness of civil society to tolerate, accept and welcome mycoprotein alternatives to meat is an important indicator of the project’s success potential in terms of marketability.
Furthermore, societal acceptance is a prerequisite of social sustainability, as the introduction on the market of a new product or technology can only happen if community members are able to properly understand its features and benefits. Societal acceptance assessment also allows ad hoc communication policies and other strategies to tackle indifference and rejection and enhance readiness.
Considering that there is no established methodology for the collection of societal acceptance data and the analysis implementation, neither at the EU level, nor in the ISO scope, or elsewhere, the PLENITUDE consortium chose to investigate the matter via an online survey.
The online survey was developed through an established online public market research provider that allows users to tailor surveys according to their needs and propagate them to the most appropriate target audience, ensuring rigorous quality checks at the same time.
The target audience for the PLENITUDE societal acceptance survey was a broad, random population of different nationalities, age, education and social background, as the goal of the analysis was to assess the degree of readiness of the broadest possible society. 500 respondents (55% female and 45% male) from 12 different European countries, ranging from 18 to over 54 years of age, submitted their answers to the survey.
LCA results obtained for the baseline scenario are expressed per declared unit across five environmental midpoint indicators, including climate change Global Warming Potential (GWP), acidification, eutrophication (aquatic freshwater, aquatic marine and terrestrial), net use of freshwater and land use. The results are provided for both the production phase alone and for the combined phases of production, storage, and distribution.
Figure 3a,b present the results for the climate change global warming potential (GWP) midpoint indicator for the baseline scenario. Figure 3a details the impacts associated with the production phase alone, while Figure 3b reports the results for the mycoprotein supply chain as defined within the system boundaries, including the production, storage and distribution phases. The total result for this midpoint indicator is 2.8 kg CO2 equivalent per kilogram of mycoprotein. The greatest impacts on this indicator come equally from electricity consumption and the substrate for growth, which account for approximately 35% of the total, each.
Heat consumption, along with the sources of nitrogen and other nutrients, plays a less significant role in the overall environmental impact, accounting for approximately 12.06%, 8.65%, and 5.16%, respectively. Transport, waste management, product loss, water consumption, and packaging together account for less than 4% of the overall impact. Notably, the source of nitrogen has a more substantial impact compared to the other nutrients used in the process. This is primarily because nitrogen is utilised in larger quantities during the aerobic fermentation process. It is important to note that the source of nitrogen was modelled using the generic dataset from Ecoinvent. This dataset is based on average values for the most widely produced inorganic chemicals at an industrial scale, which may result in reduced accuracy because it is not fully representative of the system under consideration. To address this potential limitation, a simulation of the baseline scenario was conducted. In this simulation, the chemical source of nitrogen was modelled using a proxy approach, whereby the quantity was estimated through stoichiometric calculations based on the dataset of the precursor available in the Ecoinvent inventory database.
By employing this approach to model, the nitrogen source while keeping all other variables and data constant, the climate change Global Warming Potential (GWP) indicator obtained was 2.5 kg CO2 eq. per kg of mycoprotein. This suggests that the generic dataset may have, overestimated the environmental impact of nitrogen in the system; however, this did not lead to significant differences in results.
Figure 3b illustrates the Climate Change Global Warming Potential (GWP) results related to climate change, focusing on three phases: production, storage, and distribution. The GWP is measured at 2.8 kg CO2 equivalent per kg of mycoprotein. The production phase has the most significant impact among the phases analysed in this study, while the storage and distribution phases account for about 3% and 1%, respectively. The results for this indicator can be compared with those obtained for other protein sources, considering systems with similar functions and boundaries.
The result for the acidification midpoint indicator assessed for the production phase in the baseline scenario is 0.014 mol H+ with the substrate growth contributing for approximately 54%, followed by the impact of nutrients and source of nitrogen used in the fermentation of Fusarium venenatum, which account for about 18% and 13%, respectively. Electricity consumption accounts for only 9% of the overall impact assessed by this indicator. A trend similar to that observed for the climate change GWP indicator is also evident in the acidification assessment, with the production phase showing the greatest impact, while the storage and distribution phases together account for less than 3% of the total impact.
 Figure 3.
(a) Climate change GWP results for the baseline scenario in the production phase. Impacts contributing less than 1% are not represented; (b) Climate change GWP results for the baseline scenario in the production, storage and distribution phase. Impacts contributing less than 1% are not represented.
Figure 3.
(a) Climate change GWP results for the baseline scenario in the production phase. Impacts contributing less than 1% are not represented; (b) Climate change GWP results for the baseline scenario in the production, storage and distribution phase. Impacts contributing less than 1% are not represented.
Figures 4a,b illustrate the LCIA results for the eutrophication (aquatic freshwater) midpoint indicator. The value of this indicator, obtained for the production phase alone, is 5.1 g P eq./kg mycoprotein, with the water consumption and the impact of the substrate for growth contributing together for 92% of the total impact. As reported in Figure 5b, the contribution of the storage and distribution phases is negligible for this indicator.
Figure 5a,b presents the results of the LCIA for the eutrophication (aquatic marine) midpoint indicator, expressed in g N eq. The total value for the production phase is 4.8 g N eq. per kg of mycoprotein. The contributions to the overall impact come from the following sources: substrate for growth (approximately 74%), electricity consumption (8%), and the nitrogen source used (4%).
When simulating the proxy dataset for the nitrogen source while keeping the other inventory data unchanged, there was an increase in the value of this indicator by 20 g N eq. per kg of mycoprotein. The storage and distribution phases contribute negligibly to this indicator compared to the production phase. A similar trend is observed for the eutrophication (terrestrial) midpoint indicator, which is expressed in mol N eq. where most of the impact in the production phase is attributed to the substrate for growth, electricity consumption, and the source of nitrogen.
The effects of eutrophication and acidification are primarily determined by the growth substrate, which mirrors the agricultural activities upstream instead of the fermentation process itself. Specifically, the use of mineral nitrogen and phosphorus fertilisers in substrate crop farming results in nitrate leaching and phosphorus runoff, which promote eutrophication, alongside ammonia volatilisation and nitrogen oxide emissions that contribute to acidification. These emissions happen at the field level and are mainly unaffected by the efficiency of downstream processing.
Consequently, although mycoprotein creation is very efficient regarding land utilisation and eliminates emissions linked to livestock, the impact categories associated with nutrients continue to be heavily affected by agricultural substrate supply chains. This underscores a basic trade-off where improvements in industrial protein production do not inherently lead to decreases in all environmental metrics.
The assessment of net use of freshwater for the production phase amounts to 123 L per kg mycoprotein with the substrate for growth, process water consumption, and electricity consumption accounting for approximately 67%, 14% and 8% of the overall impact, respectively. Of the remaining 11%, 10% is attributed to the impact associated with the source of nitrogen and nutrients (Figure 6a). Like the other midpoint environmental indicators discussed in this study, the storage and distribution phases contribute negligibly to the overall impact. These phases increase the total net use of freshwater by just 2 L per kilogram of mycoprotein, as shown in Figure 6b.
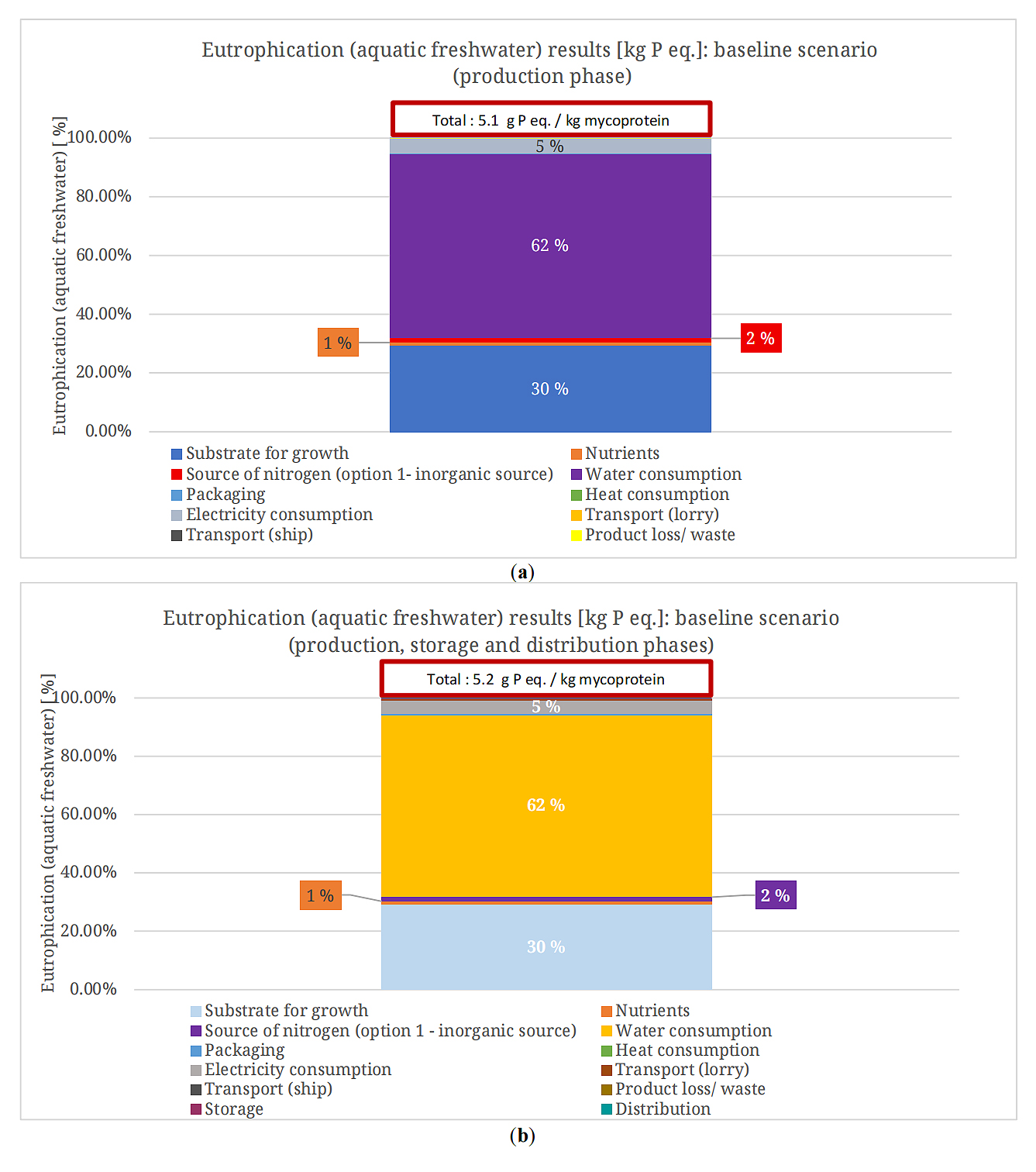 Figure 4.
(a) Eutrophication (aquatic freshwater) results for the baseline scenario in the production phase. Impacts contributing less than 1% are not represented; (b) Eutrophication (aquatic freshwater) results for the baseline scenario in the production, storage, and distribution phases. Impacts contributing less than 1% are not represented.
Figure 4.
(a) Eutrophication (aquatic freshwater) results for the baseline scenario in the production phase. Impacts contributing less than 1% are not represented; (b) Eutrophication (aquatic freshwater) results for the baseline scenario in the production, storage, and distribution phases. Impacts contributing less than 1% are not represented.
Lastly, Figure 7a,b report the LCIA results for the production phase alone and for the combined production, storage and distribution phases, respectively, based on the assessment of the land use midpoint indicator. Assessing the land use in the primary production of food is a metric of high relevance, as almost the entirety of the total impact (~93%) is attributed to the production of the substrate for growth which derives from wheat.
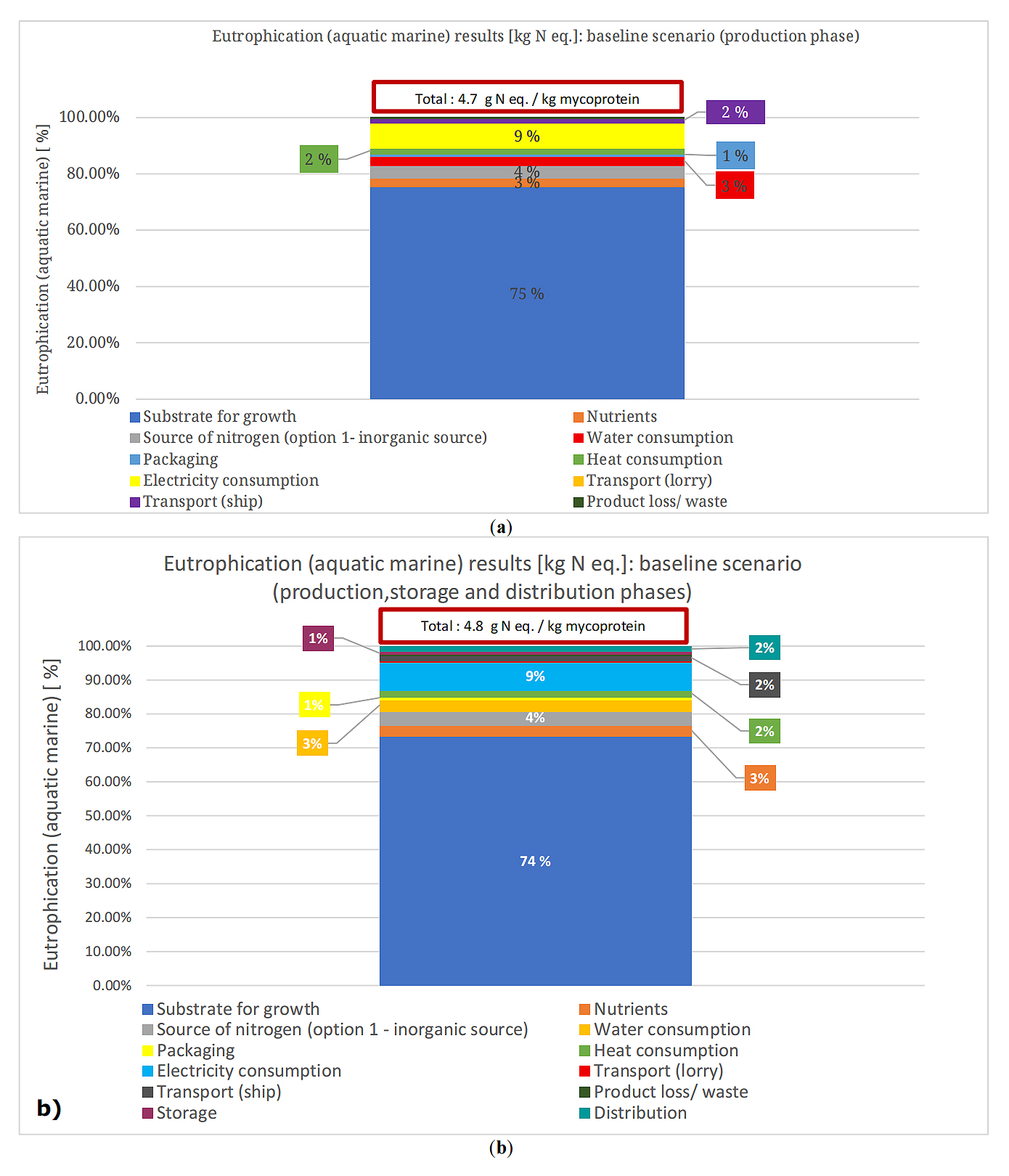 Figure 5.
(a) Eutrophication (aquatic marine) results for the baseline scenario in the production phase. Impacts contributing less than 1% are not represented. (b) Eutrophication (aquatic marine) results for the baseline scenario in the production, storage, and distribution phases. Impacts contributing less than 0.1% are not represented.
Figure 5.
(a) Eutrophication (aquatic marine) results for the baseline scenario in the production phase. Impacts contributing less than 1% are not represented. (b) Eutrophication (aquatic marine) results for the baseline scenario in the production, storage, and distribution phases. Impacts contributing less than 0.1% are not represented.
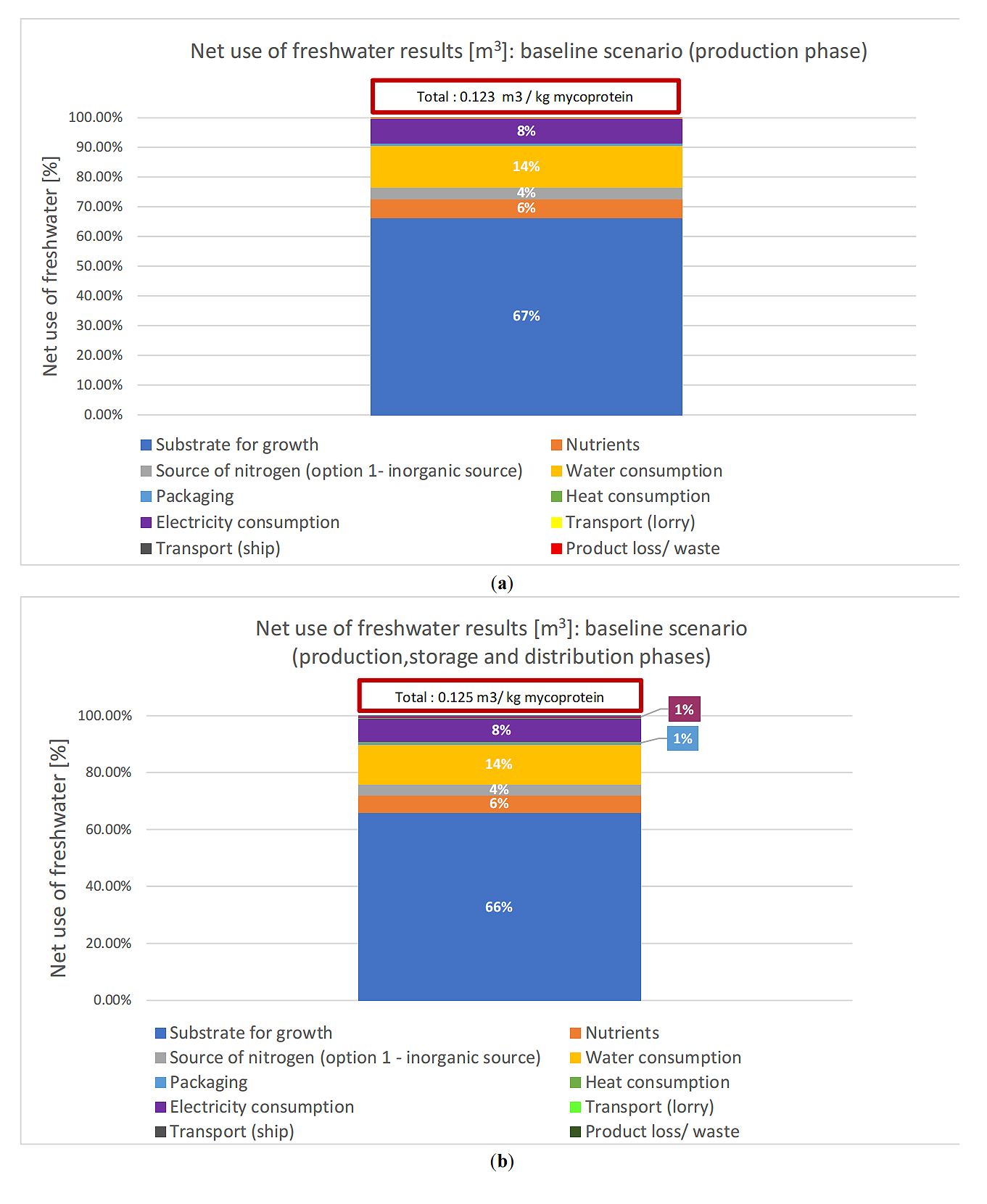 Figure 6.
(a) Net use of freshwater results for the baseline scenario in the production phase. Impacts contributing less than 1% are not represented; (b) Net use of freshwater results for the baseline scenario in the production, storage and distribution phases. Impacts contributing less than 1% are not represented.
Figure 6.
(a) Net use of freshwater results for the baseline scenario in the production phase. Impacts contributing less than 1% are not represented; (b) Net use of freshwater results for the baseline scenario in the production, storage and distribution phases. Impacts contributing less than 1% are not represented.
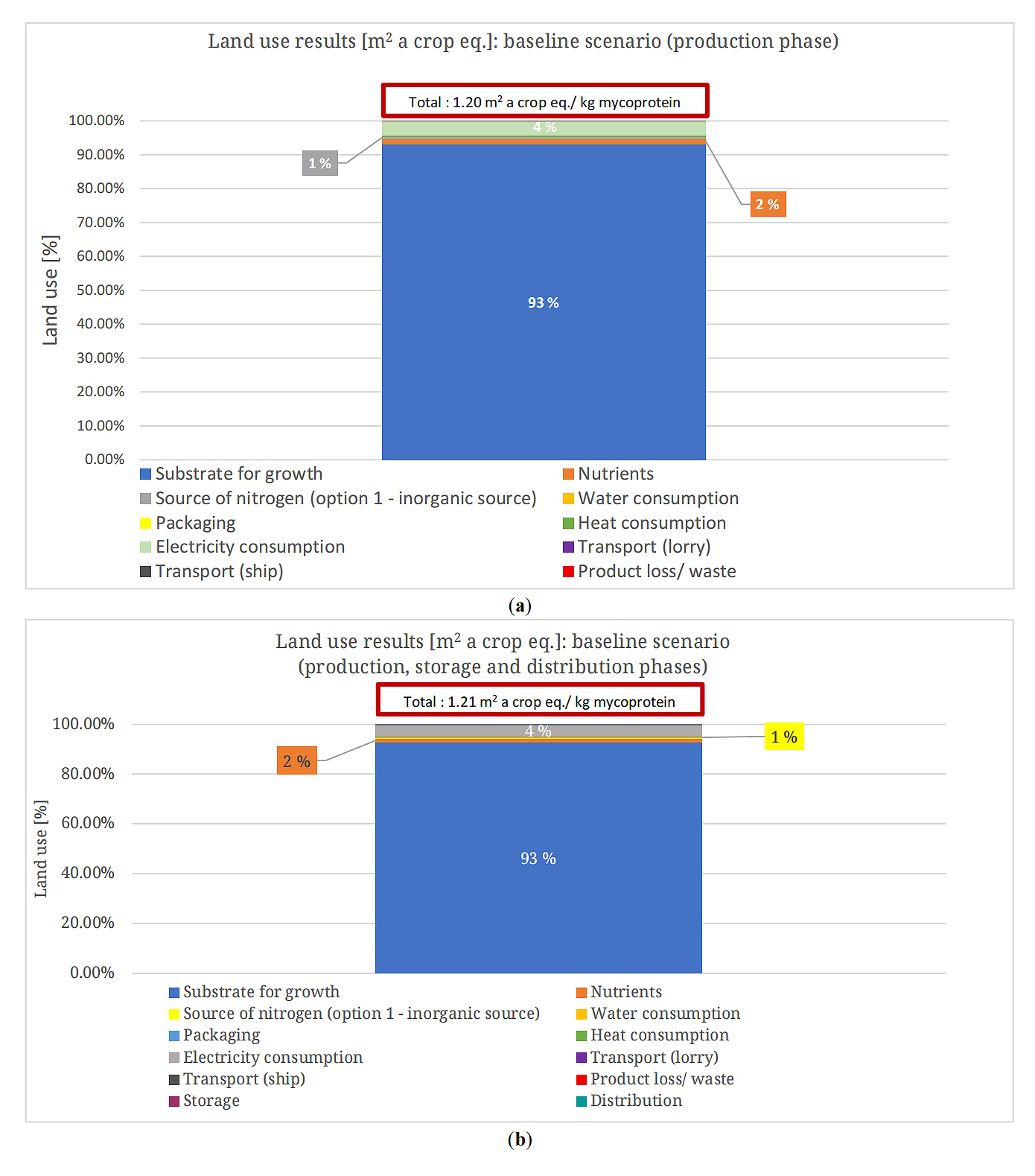 Figure 7.
(a) Land use results for the baseline scenario in the production phase. Impacts contributing less than 1% are not represented; (b) Land use results for the baseline scenario in the production, storage and distribution phase. Impacts contributing less than 1% are not represented.
Figure 7.
(a) Land use results for the baseline scenario in the production phase. Impacts contributing less than 1% are not represented; (b) Land use results for the baseline scenario in the production, storage and distribution phase. Impacts contributing less than 1% are not represented.
Although the environmental indicators are presented separately, they reflect partially distinct underlying processes. Land use impacts of mycoprotein are quite low due to high production yields despite cropland requirements for wheat cultivation. This advantage aligns with relatively low greenhouse gas emissions compared to animal-based proteins, indicating no major trade-off between GHG and land use.
In contrast, greenhouse gas emissions and water use are influenced by different aspects of the production system. While GHG is largely driven by energy demand during fermentation, water use is more affected by process water requirements, cleaning cycles, and upstream feedstock production. As a result, system configurations that reduce GHG, such as increased aeration or extended fermentation, may lead to higher water consumption, suggesting a potential trade-off between these indicators.
These findings highlight that environmental optimisation of mycoprotein production cannot rely on a single indicator. Improvements targeting climate impacts may not automatically deliver reductions in one indicator, underscoring the importance of multi-indicator assessment when evaluating the sustainability of novel protein sources.
In this section, the results presented in the previous section are compared with those of in order to assess the potential environmental advantages of mycoproteins.
Both animal products (beef and chicken) and plant products (pea and soy isolates) are used in the comparison. For animal products, results are derived from specific EPDs, whereas for plant products the results come from the scientific literature.
Table 1 reports the whole set of environmental results, for all the protein comparisons chosen, indicating also the source the data come from. Not all environmental indicators were calculated in all the studies. In such cases, N/A was indicated. Regarding acidification indicator, two different methods were alternatively employed across the studies, corresponding to two specific columns in the table. The two methods differ and calculate the indicator in two different unit of measures, making the results not easily comparable. Lastly, it is important to point out that few papers were found regarding environmental performances of pea/soy concentrates and isolates, hence representativeness of such results is limited.
Table 1 and Figure 8 below provide an overview of the GWP associated with different protein sources, selected as a representative impact indicator.
Mycoproteins appear to be a very convenient alternative compared to both plant- and animal-based proteins. Only pea and soy concentrates show a lower GWP impact; however, these results come from a single source and should therefore be interpreted with caution. Regarding the environmental performances of pea and soy isolates, the results found in literature show a high variability. The mean value is reported as the blue column, while the variability is highlighted using error bars, indicating the lowest and highest values found.
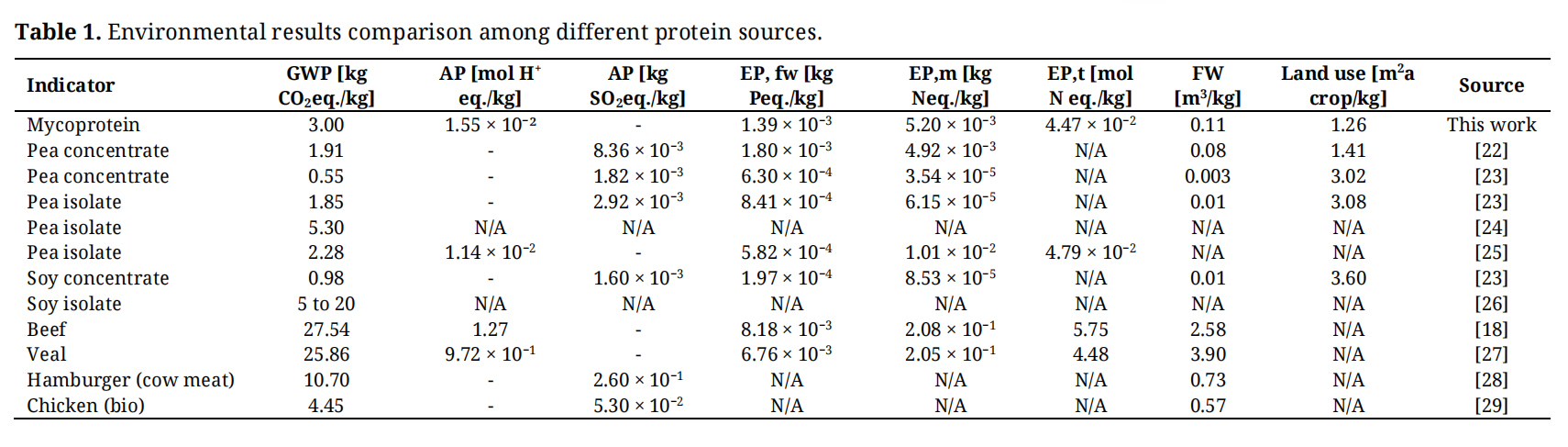 Table 1. Environmental results comparison among different protein sources.
Table 1. Environmental results comparison among different protein sources.
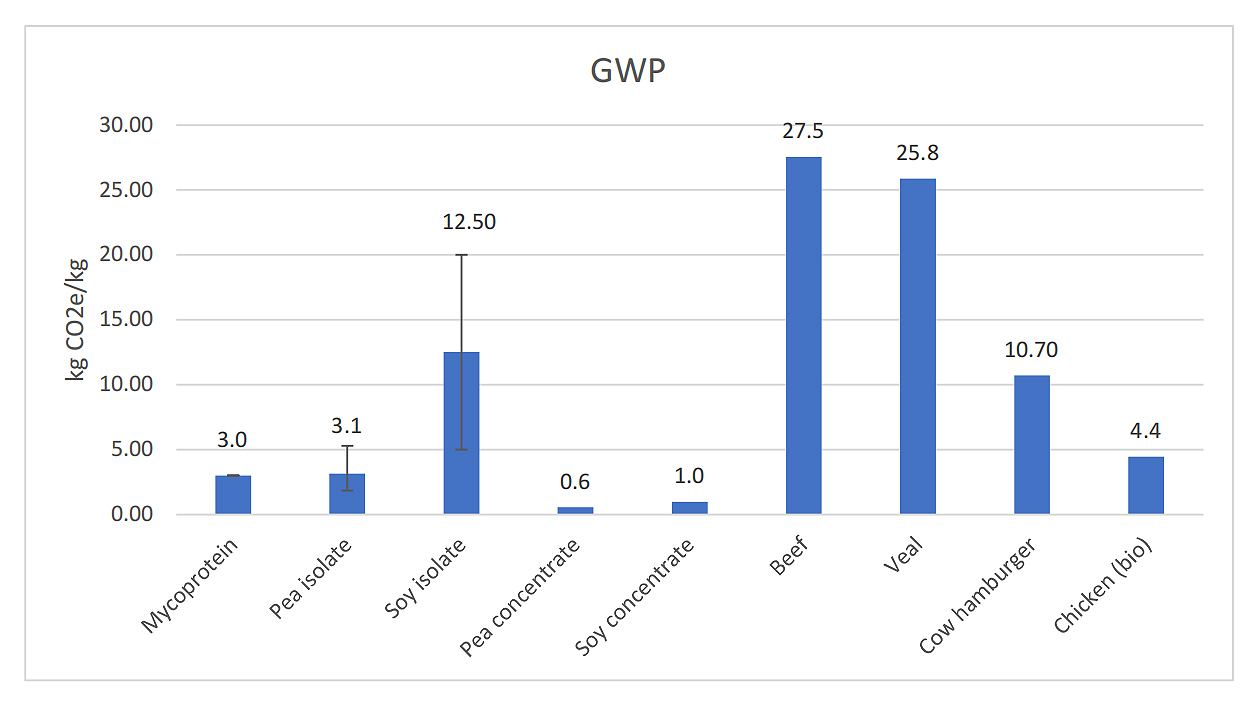 Figure 8. GWP comparison among different protein sources.
Figure 8. GWP comparison among different protein sources.
The main reasons for heterogenous results could be:
●
●
●
●
●
In the following paragraphs the various types of influences will be described. In the conclusion of this paragraph there is a summary reporting the level of social impacts for each indicator. The considered scale is: Presence of opportunity, No-risk, Not-known, Presence of risk.
Table 2 will provide an overview of the main S-LCA results.
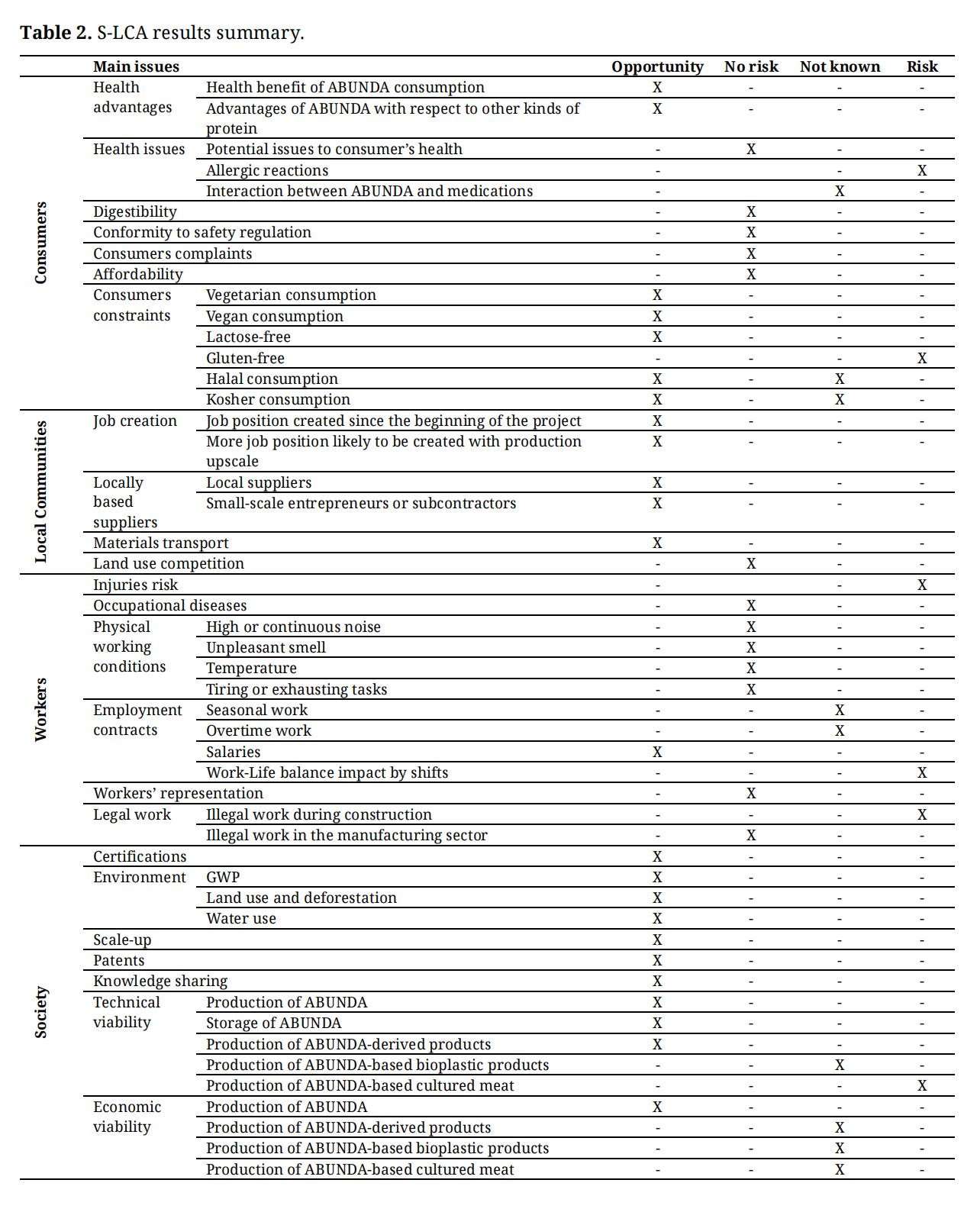 Table 2. S-LCA results summary.
Table 2. S-LCA results summary.
1.
2.
3.
4.
5.
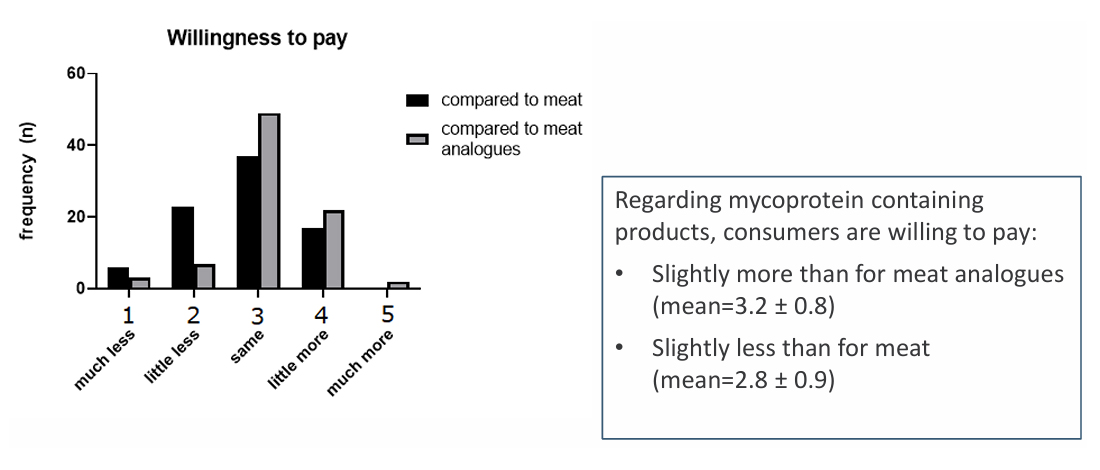 Figure 9. Willingness to pay for mycoproteins compared to meat.
Figure 9. Willingness to pay for mycoproteins compared to meat.
Local communities can be defined as people who live and interact in a specific geographic area and share common cultural, social and economic interests. In this context, this refers to the local communities living near the ENOUGH plant, located in Sas Van Gent, a small town which is part of the Terneuzen municipality, in southern Netherlands, on the border with Belgium. Sas Van Gent has a population of around 3700 people.
1.
2.
3.
1.
2.
3.
4.
5.
Environment: The production of ABUNDA positively impacts society thanks to its reduced lower levels of GHG, land use and deforestation and water use.
Livestock farming uses a significant amount of fresh water, while its inputs and waste streams are leading causes of water pollution, harming ecosystems and posing serious public health risks. ABUNDA uses approximately 13.8 billion fewer cubic metres of water than beef farming, with far fewer agricultural inputs and minimal waste streams.
The production of livestock and feed crops occupies nearly 80% of the world’s agricultural land and is the primary driver of global deforestation. The ABUNDA production is estimated to use as much as 90% less land than animal-based meat production. Assessing the land use in the primary production of food is a metric of high relevance, as almost the entirety of the total impact (~93%) is attributed to the production of the substrate for growth which derives from wheat.
ENOUGH is accredited under FSSC 2200 for Food Safety, ISO 27001 for IT, ISO 14001 for Environment. The company also implements a Net Zero Policy.
Societal Acceptance ResultsThe Pollfish survey consisted of both open and multiple-choice questions and was structured in two main steps/sections: (1) investigation of what respondents know about mycoproteins, and (2) investigation of respondents’ perceptions.
1.
2.
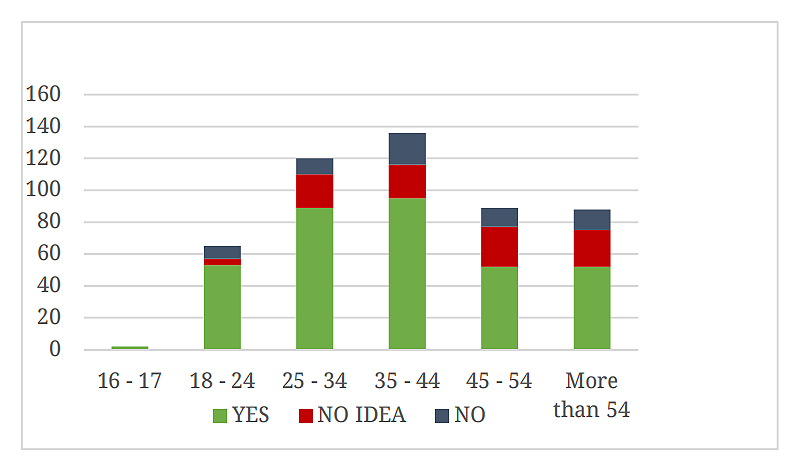 Figure 10. Perception of the quality of product with a distinction by age.
Figure 10. Perception of the quality of product with a distinction by age.
Respondents also had to possibility to answer to the open question on their first feeling and concern about mycoprotein. 59% of them had a positive feeling about the product, 28% had a negative feeling, and 13% did not know how they feel about the product. Human health, environment, suitability to vegetarian diet, taste and animal welfare were among the positive features pointed out by participants. The main concerns listed were human health, appeal, artificiality and taste. Similarly, the following figure shows the most relevant risks indicated by respondents. Figure 11 shows the main risks perceived by respondents.
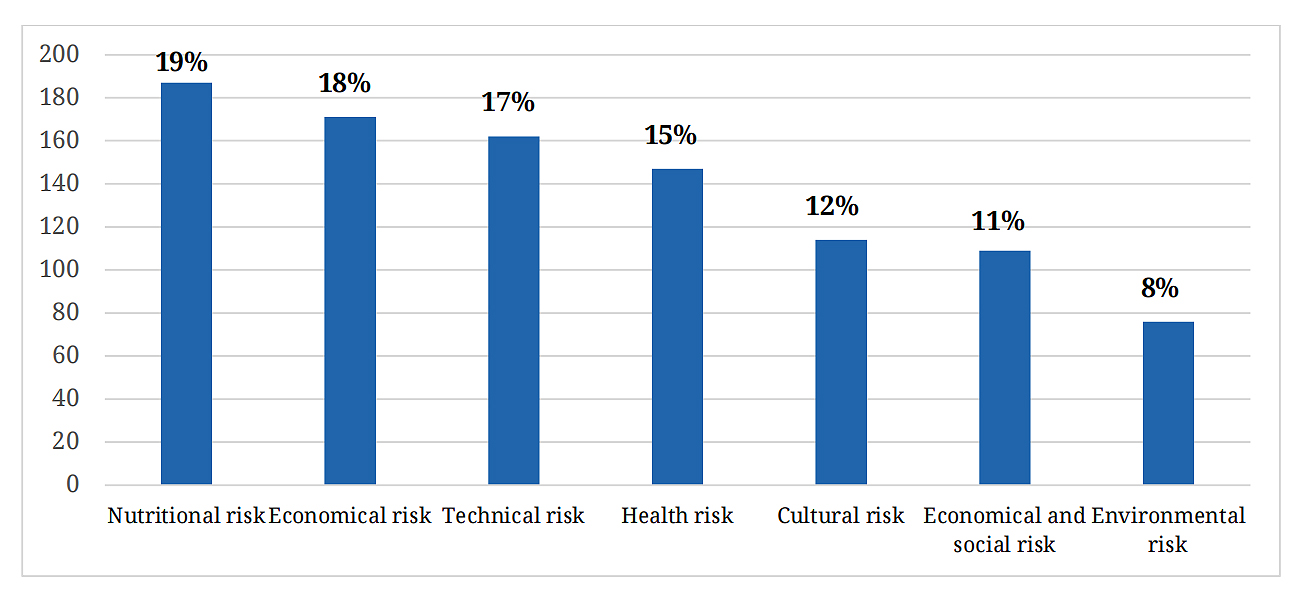 Figure 11. Main risks perceived by the sample.
Figure 11. Main risks perceived by the sample.
Respondents were then asked whether they would choose a product that resembles meat but is made with plant-based ingredients, without animal involvement. The results evidence that most participants would choose the meat-free option. As Figure 12 shows, it can also be observed that the meat-free alternative is particularly popular among the youngest clusters of respondents.
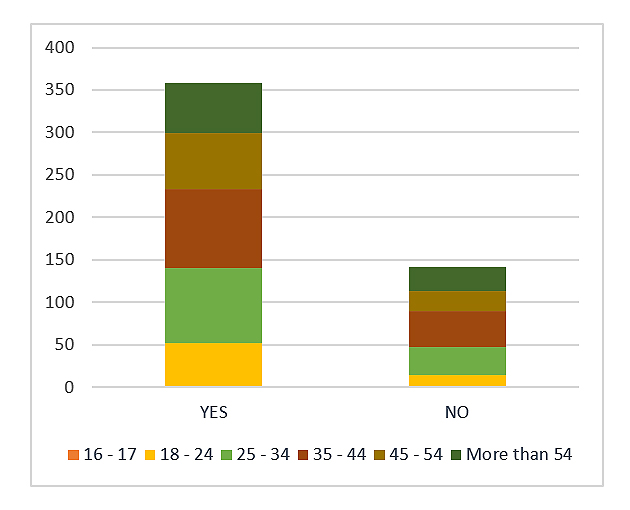 Figure 12. Mycoprotein selection by people of the sample, distinction by age.
Figure 12. Mycoprotein selection by people of the sample, distinction by age.
The next question asked why they would choose plant-based alternatives over meat. 54% of respondents answer for the avoided animal pain, almost half (49%) for proven reduction of environmental impact, 44% for trying something innovative, 41% for proven nutritional advantages, 23% for economic convenience.
The last question, as shown in Figure 13, investigated whether respondents would rather prefer having an industrial plant producing mycoprotein or a plant transforming animal meat close to your home.
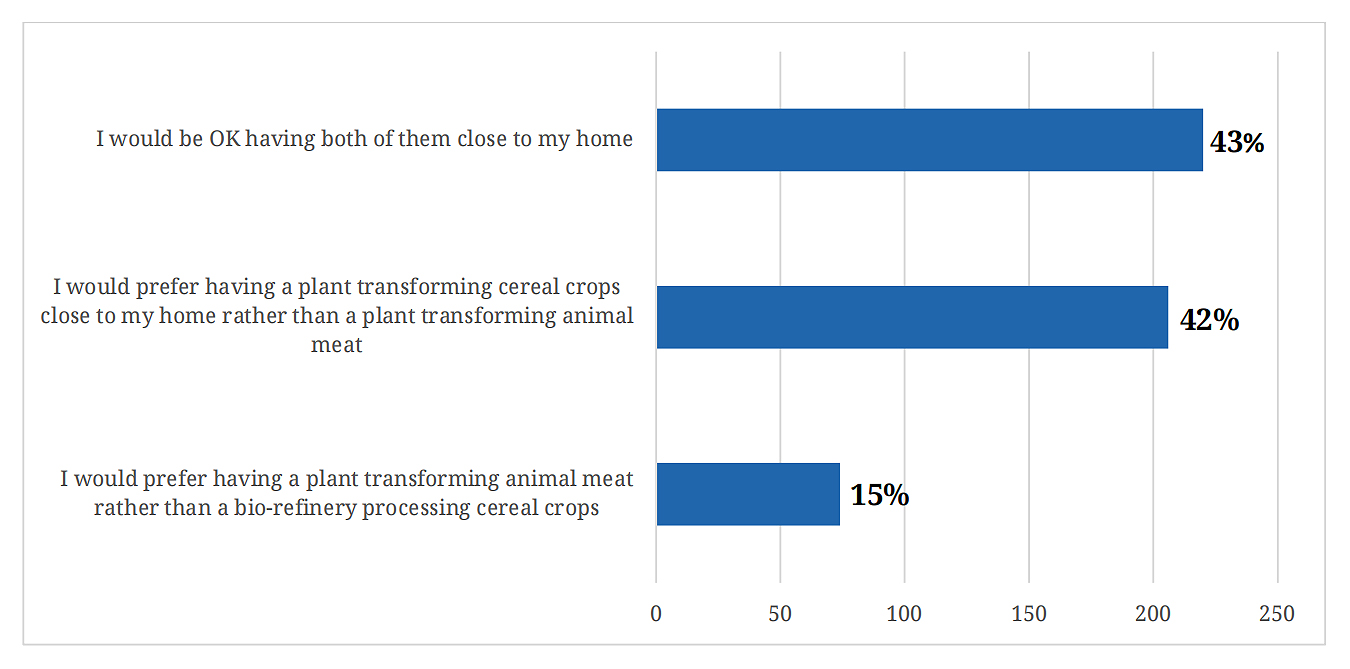 Figure 13. Sample acceptance for living close to a plant.
Figure 13. Sample acceptance for living close to a plant.
The primary objective of the LCA was to identify the environmental hotspots within the production phase, along with a combined assessment of the production, storage, and distribution stages.
The GWP is measured at 2.8 kg CO2 equivalent per kg of mycoprotein. The production phase has the most significant impact among the phases analysed in this study, while the storage and distribution phases account for about 3% and 1%, respectively. The results for this indicator can be compared with those obtained for other protein sources, considering systems with similar functions and system boundaries. A similar trend is seen in the assessment of acidification, with the production phase displaying the greatest impact on this indicator, while the storage and distribution phases together account for less than 3% of the total impact.
Moreover, the aminoacidic profile of ABUNDA was compared to other protein sources, highlighting its nutritional benefits, particularly its content of essential amino acids. It is important to note that the comparative analysis with benchmarks may not be entirely accurate due to the different hypotheses and methods employed in each study, even when system boundaries serving similar functions were used.
Future assessments are planned to evaluate the environmental impact of the substrate used in mycoprotein production, given its significance for growth. Future scenarios may explore the analysis of mycoprotein production allocated to both food-grade and non-food applications and their effects on the LCA model developed as part of this project.
The S-LCA highlighted a range of positive opportunities across different stakeholder groups: consumer health benefits, improved working conditions, and support for local community development. In particular, the creation of stable jobs, the involvement of local suppliers, and the low environmental footprint of the production process were among the most relevant social benefits. Risks were identified as limited, isolated, and generally well-managed through proactive health and safety measures and responsible employment practices.
Regarding societal acceptance, the public survey revealed a generally favourable perception of mycoprotein-based products, especially among younger demographics. However, concerns remain related to taste, pricing, and product familiarity. These findings underline the importance of continued communication and awareness-raising efforts to build trust, address misconceptions, and clearly convey the nutritional and environmental advantages of mycoprotein to the broader public.
Overall, the outcomes of this assessment support the socio-economic and environmental viability of ABUNDA as a sustainable food innovation, aligned with EU goals on climate neutrality, resource efficiency, and circular bioeconomy. Future efforts should focus on refining the product offering, strengthening stakeholder engagement, and supporting the full market uptake of mycoprotein-based alternatives.
The dataset from the study is not available due to industrial confidentiality reasons and primary data sensitivity. The authors would be happy to discuss methodologies.
Conceptualisation, SP and LB; methodology, SP and LB; formal analysis, SP and LB; investigation, SP and LB; resources, SP and LB; data curation, SP and LB; drafting—original draft preparation, SG; critical review and editing, SG, CJ, KP, RE; supervision, SP; project administration, SP. All authors have read and agreed to the published version of the manuscript.
The authors declare that there are no conflicts of interest.
This research was funded by Horizon2020 European Union Funding for Research & Innovation, grant number 838104—PLENITUDE—H2020-BBI-JTI-2018.
The authors gratefully acknowledge Gian Luca Baldo for the final review of the article. Special thanks are also extended to Maria Silvia Romanin Fini for her collaborative contribution during the LCA analysis development.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
Pignatelli S, Bertinazzi L, Graziano S, Johnston C, Polanowska K, Ellis R. Mycoproteins as an alternative protein source for meat substitutes: the LCA and S-LCA results of the PLENITUDE project. J Sustain Res. 2026;8(2):e260051. https://doi.org/10.20900/jsr20260051.

Copyright © Hapres Co., Ltd. Privacy Policy | Terms and Conditions




