Location: Home >> Detail
J Sustain Res. 2026;8(1):e260020. https://doi.org/10.20900/jsr20260020
 ,
Sophie Grigoletto 1 ,
Romain Libert 1 ,
Julien Troquay 1 ,
Makara Long 1,2 ,
,
Sophie Grigoletto 1 ,
Romain Libert 1 ,
Julien Troquay 1 ,
Makara Long 1,2 ,
1 Building Materials, Urban and Environmental Engineering, University of Liège, Liège 4000, Belgium
2 Research and Innovation Center, Institute of Technology of Cambodia, Phnom Penh 120404, Cambodia
* Correspondence: Luc Courard
The debris from the demolition of buildings, mainly concrete rubble, represents a significant proportion of global waste. In the European Union, the construction industry generates about 850 million tons of construction and demolition waste (C&DW) per year, and this amount has a negative impact on the environment. Fine Recycled aggregates (FRA) as substitution of natural sands can be a promising solution because it reduces the depletion of natural mineral resources and the amount of landfilled waste. Rammed concrete is a specific type of concrete manufactured by means of the Pisé technique and uses a large amount of FRA. The main physical and mechanical properties of rammed concrete incorporating FRA are actually slightly affected. The influence of the composition and curing conditions on those properties has been investigated. The results show that increasing the cement content logically leads to better mechanical performance with higher densities and compressive strengths (up to 8 MPa). The rammed concrete material incorporating FRA is comparable to classical concrete block and cellular concrete block in terms of optimal strength capacity.
C&DW accounts for over 30% of the world’s waste, while at the same time posing a major challenge in terms of storage and recovery. As more and more countries ban the landfilling of construction waste, this type of waste is becoming increasingly valuable: recycling it, and not just using it for road foundations or embankments, is becoming a societal obligation for engineers.
After removal of undesirable elements such as plastics, rubber, paper and metals, the residual fraction can be recycled through a shredding and crushing process to obtain granular fractions suitable for use in concrete and mortar. For crushing, several fragmentation techniques are commonly used to convert waste into recycled aggregates, including jaw crushers, cone crushers and impact crushers. Each type of equipment has its advantages and disadvantages, particularly regarding the size and shape of the aggregate produced, the quantity of fines generated and energy consumption [1]. The stages in the recycling process can vary according to the initial composition of the waste and the desired characteristics of the end product [2]. At the end of the recycling process, recycled concrete aggregates (RCA) are obtained. These aggregates can be classified into two size categories: coarse recycled aggregates (CRCA), which are larger than 4 mm, and Fine Recycled Concrete Aggregates (FRCA), which are equal to or smaller than 4 mm. FRCA can be subdivided into two sub-categories: recycled sands, whose size is between 125 µm and 4 mm, and fines, whose size is less than 125 µm. FRCAs account for around half of the total quantity of recycled aggregates produced in the recycling process [3].
Recycled concrete materials are composed of a mixture of natural aggregates surrounded by cement paste. This paste is generally more porous than natural aggregates due to the formation of microcracks during the crushing stage [4]. This increased porosity makes recycled aggregates more susceptible to water absorption [5]. Moreover, cement paste tends to concentrate in the finest particles. As a result, the finest fraction of FRCA is more difficult to valorize in designing new concrete and mortar [6]. On the other hand, the fine fraction still contains a considerable amount of residual binder—cement, which offers significant potential reactivity. That’s why concrete with a high fines content, such as self-compacting concrete but also dammed concrete, offer an interesting opportunity for recycling fines. Although rammed concrete has several disadvantages compared to traditional reinforced concrete, it does have several outstanding properties that can be put to good use in interesting projects.
The original technology for producing rammed concrete is influenced by the “pisé” process, developed in France in the early 17th century [7]. This technique was further developed by François Martin Lebrun, evolving to rammed concrete in 1820. In this method, a rigid, earthy wet mix of natural stone and cement is applied in layers of maximum 15 to 25 mm thickness and rammed until the surface is closed.
Up to the beginning of the 20th century, rammed concrete was used not only for buildings, but also for foundations and bridges. In the mid-2000s, Swiss star architect Peter Zumthor was approached to build a chapel (Figure 1) on Wachendorf field in Eifel region (Germany). This 12-meters-high teppe-like rammed concrete tower was erected in about two years between 2005 and 2007 with the help of volunteers. In terms of modern buildings, the chapel is seen as strangely primitive due to its archaic look of the naturally occurring sediment layers by the rammed concrete and its idiosyncratic shape. More than its iconic appearance, the compaction of concrete prevents the formation of cracks and results in a low susceptibility to deformation making it suitable for monolithic and durable construction method.
Another remarkable architectural project was designed by Peter Zumthor: the Secular Retreat (Figures 2 and 3), a holiday home, built in South Devon and using huge rammed concrete forms [8].
 Figure 1. Picture of the chapel, by Thomas von Arx.
Figure 1. Picture of the chapel, by Thomas von Arx.
 Figure 2. Peter Zumthor’s secular retreat [8].
Figure 2. Peter Zumthor’s secular retreat [8].
The main structure and walls were built with rammed concrete, considered as a rare building method in the UK, where the supply of materials and skilled labor were a major challenge to meet the architect’s requirements. White cement and ground granulated blast furnace slag were mixed on site, allowing the mix to be tailored regarding external weather conditions and to produce consistent color and texture. Rammed concrete has a visually appealing texture that can vary as it progresses up the wall even if its color stays consistent throughout. Cast concrete was, however, used for the roof and huge beams were installed to support the roof’s cantilevers during concrete curing.
 Figure 3. Rammed concrete structure in secular retreat project (Source: Jason Orton).
Figure 3. Rammed concrete structure in secular retreat project (Source: Jason Orton).
Most recently, a 6-metershigh-storey residential building (Figures 4 and 5) of 6 meters high was erected in Western Australia using rammed concrete with FRCA and cement.
 Figure 4. Rammed concrete for one-storey private house [9].
Figure 4. Rammed concrete for one-storey private house [9].
 Figure 5. Rammed concrete house at Perth, Australia [10].
Figure 5. Rammed concrete house at Perth, Australia [10].
This project is original [10] because:
●
●
●
Similarly, successful applications of Cement Stabilized Rammed Earth (CSRE) were constructed as boundary walls, retaining walls, load-bearing walls, and road pavement construction (Figure 6), providing that CSRE is a multipurpose construction material [11]. In Sri Lanka, CSRE has been used for many successful projects and applications due to its advantages in the context of the evolution of green rating system and potential properties such as durability, strength, cost-effectiveness and lower energy consumption.
 Figure 6. A driveway built with CSRE (Courtesy: MAS Holdings Thurulie).
Figure 6. A driveway built with CSRE (Courtesy: MAS Holdings Thurulie).
Analogy with earth construction is very useful for studying rammed construction as the materials are manufactured with the same technique (Figure 7). In earthen construction material, the most important properties are compressive strength, tensile strength and shear strength [12].
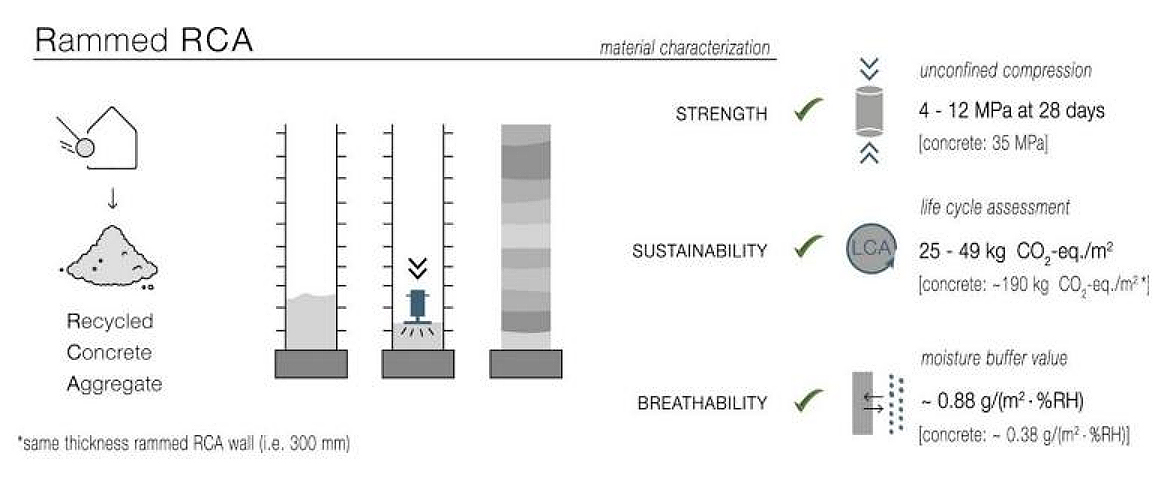 Figure 7. Material characterization for rammed with RCA [13].
Figure 7. Material characterization for rammed with RCA [13].
The characteristic properties of CSRE have also been studied in terms of density, strength, compaction energy and durability [14,15]. Reddy et al. [15] stated that the compressive strength of rammed earth material is the most important mechanical property required for assessing load-carrying capacity of this rammed earth wall, especially under gravity loads. Thus, comprehension of the behavior of CSRE under compression is essential. In the case of designing load-bearing walls subjected to vertical loads, a characteristic compressive strength of 1.5 MPa is recommended for rammed earth walls. Jayasinghe [16] used three types of soil: sand, gravel and clay, mixed with three different cement contents of 6%, 8%, and 10%, respectively (Table 1) and obtained interesting results (Table 1) with regards to these requirements. Economically, single-storey construction can be achieved with a wall thickness of about 140 to 160 mm and two-storey building with a thickness of 240 mm may be possible.
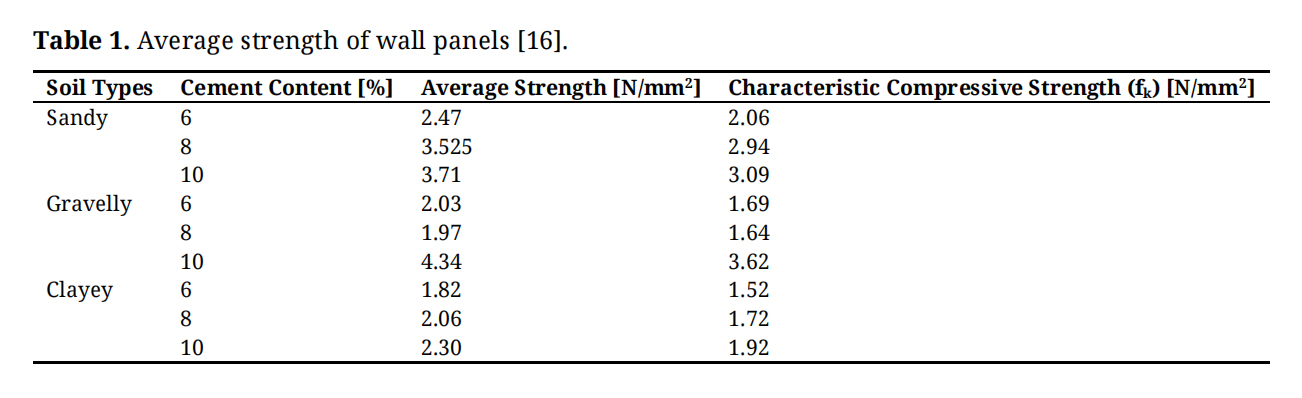 Table 1. Average strength of wall panels [16].
Table 1. Average strength of wall panels [16].
Also, the compressive strength of CSRE (Figure 8) increases linearly with cement content; density induced by compaction is also of prime importance [15].
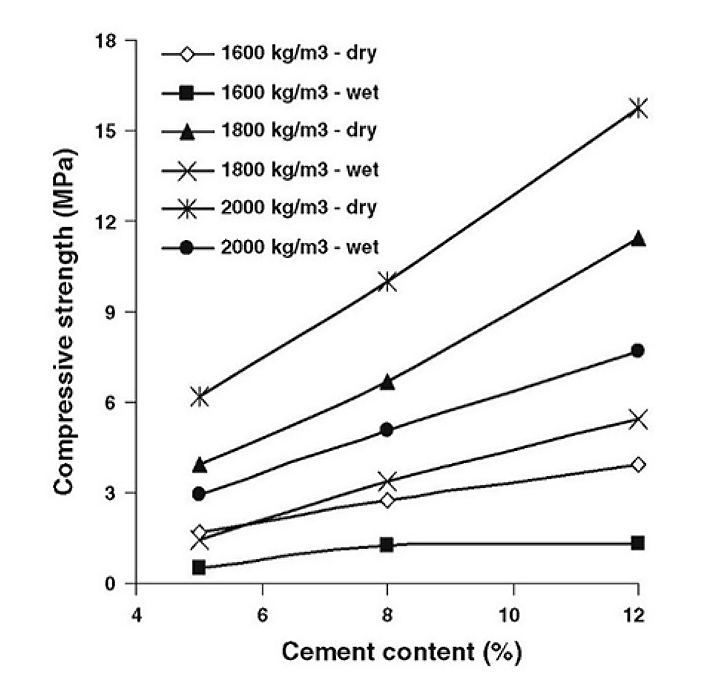 Figure 8. Cement content vs. compressive strength for CSRE prisms [15].
Figure 8. Cement content vs. compressive strength for CSRE prisms [15].
In their study, Arrigoni tested two mixtures (Table 2), using engineered soil and crushed limestone partially replaced by RCA, with varying amounts of cement [13]. Mechanical performance of concrete or mortar associated with RCAs strongly depends on aggregates and strength usually decreases as the recycled concrete aggregate content increases (Figure 9), as already observed by other authors [17]. The durability of rammed earth material was suitably assessed via Unconfined Compressive Strengths (UCS). The experiment was performed on cylinders of 100 mm diameter and 200 mm height manufactured with five layers of equal mass. Once produced, cylinders were stored for 28 days at a constant relative humidity (96 ± 2%) and temperature (21 ± 1 °C).
Mechanical properties of rammed RCA material are clearly depending on the quantity and the type of binder. When the cement content is increased from 7 to 10%, the UCS at 28 days varies from 4.2 MPa to 8.4 MPa, while a mix of 5% cement and 5% fly ash exhibit an average UCS of 6.7 MPa (Table 2).
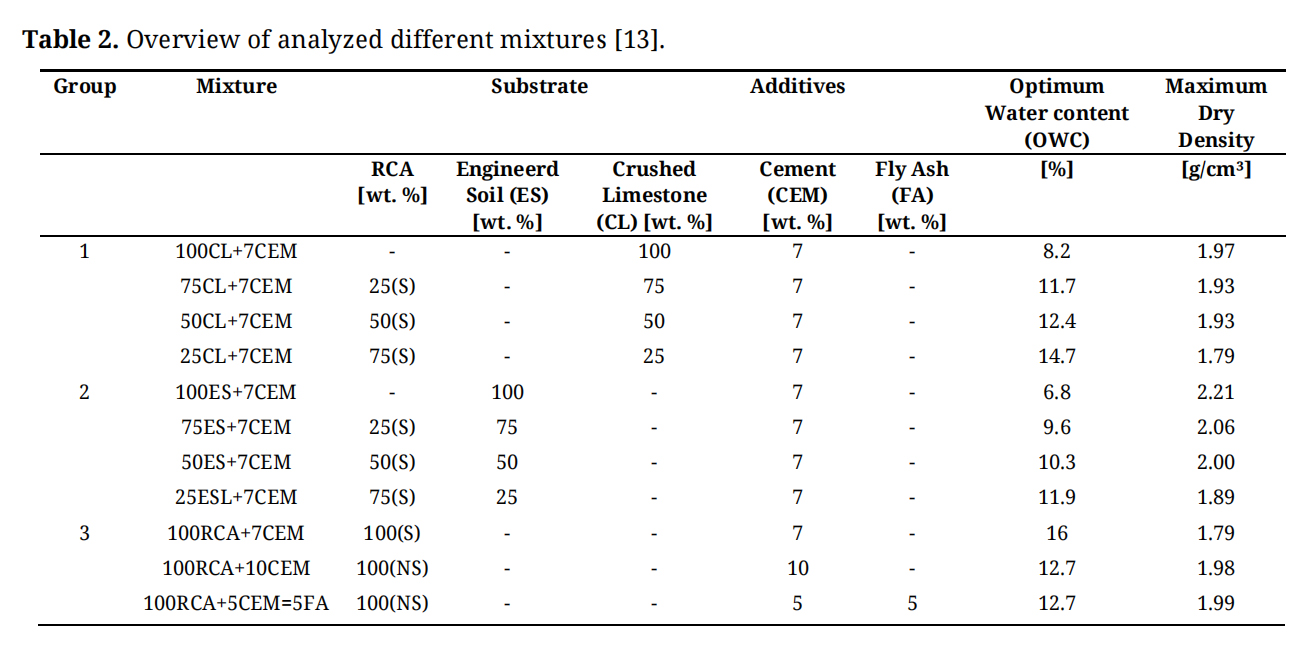 Table 2. Overview of analyzed different mixtures [13].
Table 2. Overview of analyzed different mixtures [13].
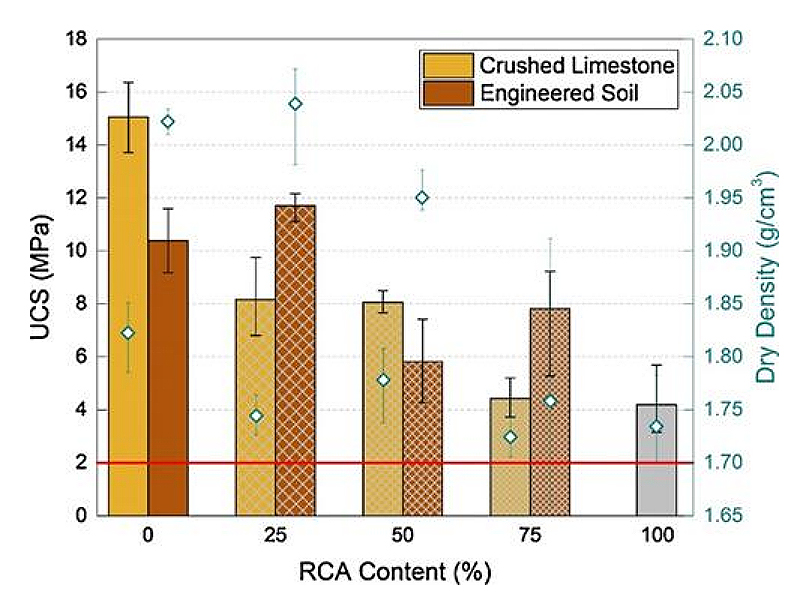 Figure 9. UCS and dry densities of CSRE mixture vs. RCA content [13].
Figure 9. UCS and dry densities of CSRE mixture vs. RCA content [13].
Reddy et al. [15] indicated that the compressive strength of CSRE is strongly related to the density of the specimen. The strength increases with density with a linear relationship. As the density varies from 1600 to 2000 kg/m3 (Figure 10), the strength increases significantly (from 300 to 500%) while density increases by up to 20%. Under field conditions, the dry density usually achieved is about 1800 kg/m3. Controlling the density is critical and on-site quality control is essential.
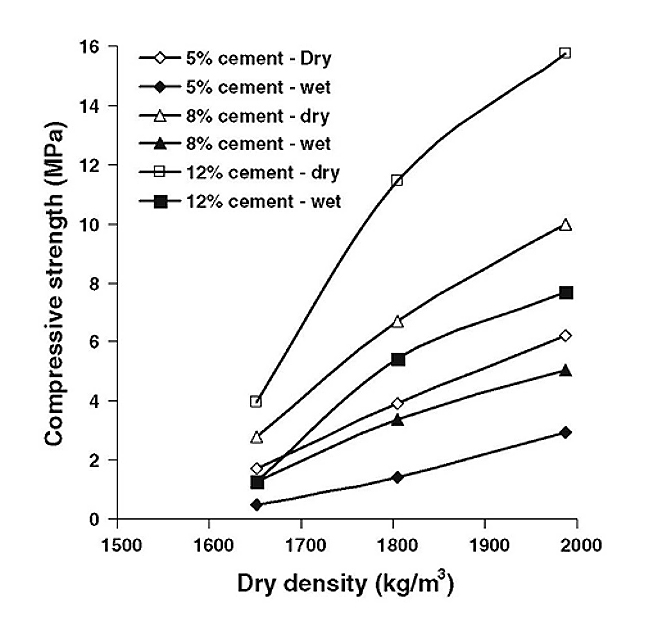 Figure 10. Density vs. compressive strength for CSRE prisms [15].
Figure 10. Density vs. compressive strength for CSRE prisms [15].
Most rammed earth structures are not covered with coating such as cement, lime, soil or sand plaster, or even mud paint [11]. Therefore, evolution of strength with dry-wet cycles as well as water absorption need to be investigated for assessing durability. This is highly recommended in tropical climates due to high rainfall and flash floods.
The ratio of wet/dry compressive strength found in all tested specimens exceeded the minimum value of 0.4 (Table 3) which is recommended in Earth Building standards [11]. Also, to maintain the strength of CSRE in wet conditions at a satisfactory level, proper soil selection, desirable compaction ratio and adequate stabilizer cement would be required [11]. This is also important for limiting water absorption (Table 4): the higher the cement content, the lower the water absorption.
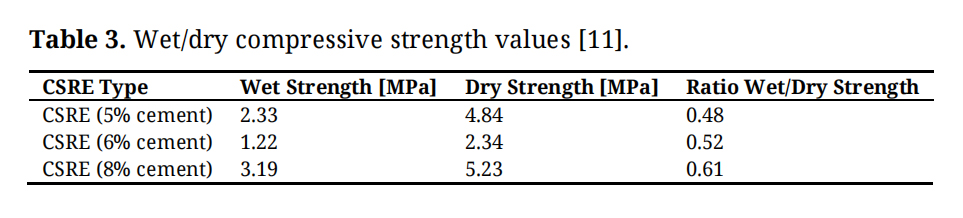 Table 3. Wet/dry compressive strength values [11].
Table 3. Wet/dry compressive strength values [11].
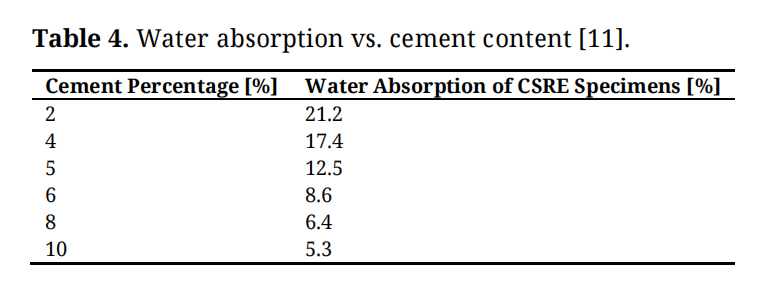 Table 4. Water absorption vs. cement content [11].
Table 4. Water absorption vs. cement content [11].
In order to increase resistance capacity of rammed materials, it is proposed here to substitute earth by recycled concrete fine aggregates. This will also contribute to reducing the tonnages of C&DW, specifically fine materials that are still difficult to recycle today.
A study performed at the University of Liège highlighted the benefits of incorporating FRCA into stabilized rammed concrete material.
Production of Wall SpecimensAs masonry is the most promising field of application [18], the compressive strength was compared with classical masonry concrete blocks and cellular concrete blocks. FCRA were supplied by the Tradecowall company operating plants in Wallonia (Belgium) where C&DW were prepared, to be used as aggregates for construction industry [19]. Crushed aggregates were not washed in order to keep the fine fraction in the granular skeleton: the maximum diameter was limited to 8 mm [20]. Cement used was a CEM I 52.5 type, as a reference.
Several tests were performed to characterize the material: sieving curve (EN 933-1), water absorption and density (EN 1097-6).
The granulometry analysis (Table 5) reveals a large proportion of fines (under 0.001 mm): more than 25%, which is beneficial for rammed concrete [21]. The composition of the material is given on Table 6: it is based on the European Standard EN 12620 aggregates for concrete.
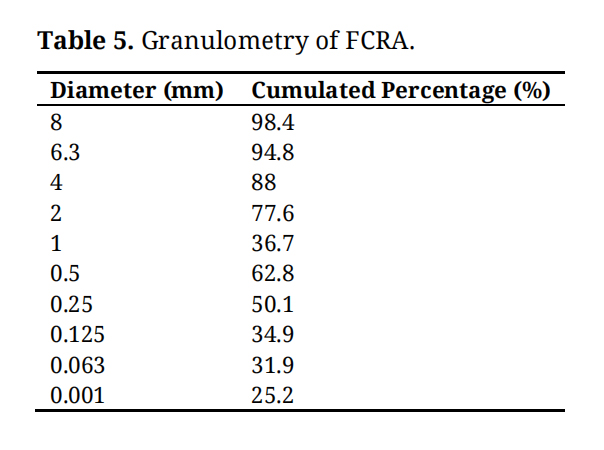 Table 5. Granulometry of FCRA.
Table 5. Granulometry of FCRA.
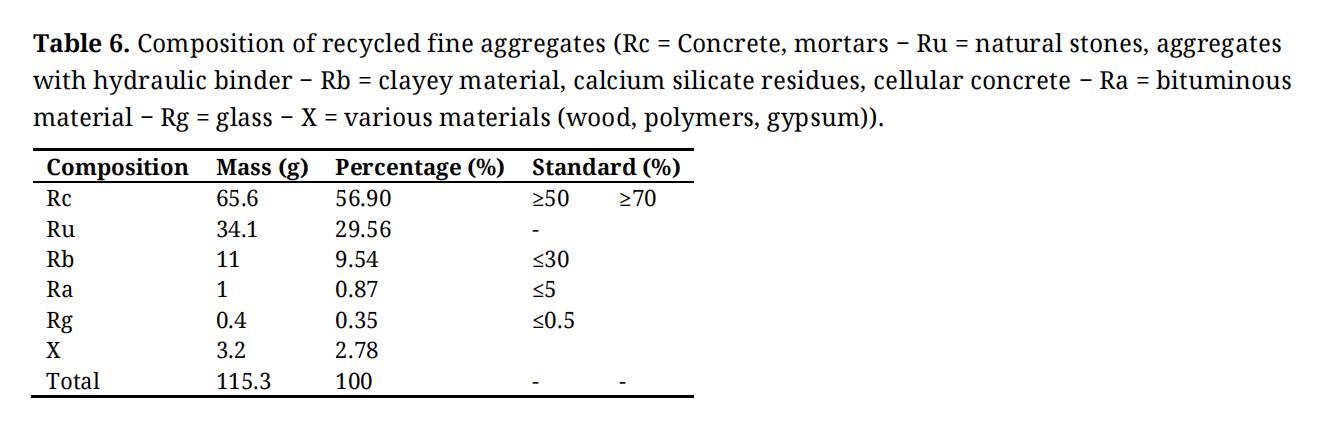 Table 6. Composition of recycled fine aggregates (Rc = Concrete, mortars − Ru = natural stones, aggregates with hydraulic binder − Rb = clayey material, calcium silicate residues, cellular concrete − Ra = bituminous material − Rg = glass − X = various materials (wood, polymers, gypsum)).
Table 6. Composition of recycled fine aggregates (Rc = Concrete, mortars − Ru = natural stones, aggregates with hydraulic binder − Rb = clayey material, calcium silicate residues, cellular concrete − Ra = bituminous material − Rg = glass − X = various materials (wood, polymers, gypsum)).
Studying the density (EN 1097-6) of aggregates (Table 7) and their water absorption capacity (EN 1097-6) will allow for a precise optimization of the mix design. The water absorption coefficient (Table 8) will actually modify the quantity of water used in the mix, as some part of this water will be absorbed by the aggregates and will therefore not react with the cement. Thermal conductivity is measured according to ISO 9869-1.
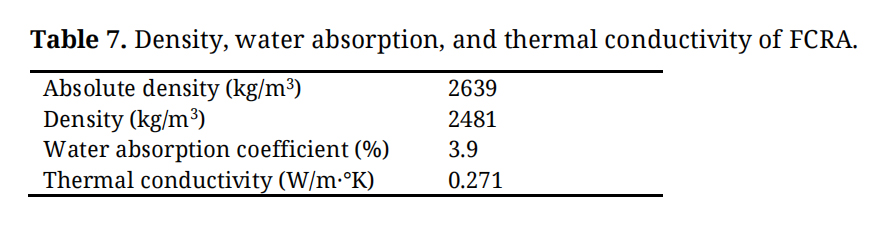 Table 7. Density, water absorption, and thermal conductivity of FCRA.
Table 7. Density, water absorption, and thermal conductivity of FCRA.
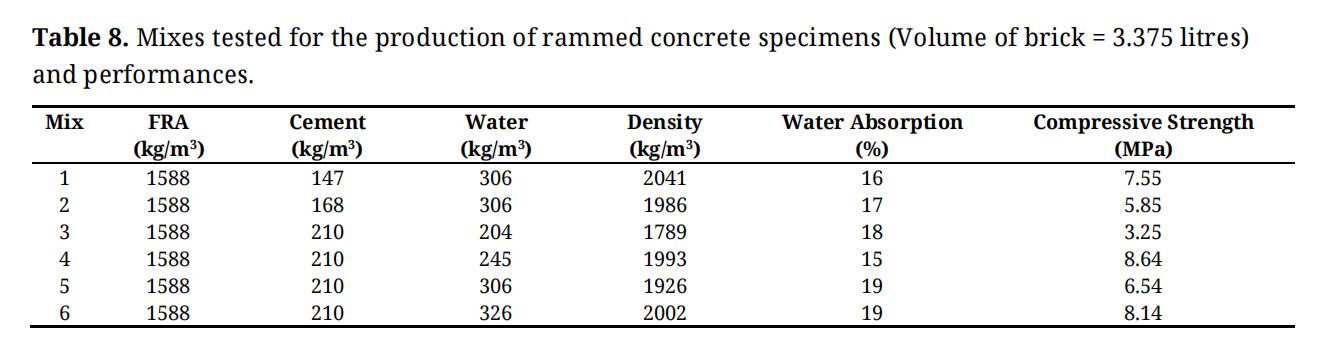 Table 8. Mixes tested for the production of rammed concrete specimens (Volume of brick = 3.375 litres) and performances.
Table 8. Mixes tested for the production of rammed concrete specimens (Volume of brick = 3.375 litres) and performances.
Different mixes (Table 7) have been tested for optimizing water and cement contents. The mixes were prepared in 15 × 15 × 15 cm3 cubes (Figure 11). The use of a metal stud attached to a wooden support was the most appropriate way of compressing the cubic specimen. The test specimens were produced in several successive layers, with compaction between each layer. Then, for the last few centimetres, a wooden wedge was applied to compress the specimen to the maximum, with 30 to 36 blows per pass. This method was repeated on each test specimen to ensure the same manufacturing method.
 Figure 11. Preparation of the cubic specimens of rammed concrete (a) compaction, (b) storage
Figure 11. Preparation of the cubic specimens of rammed concrete (a) compaction, (b) storage
The mixes were cured at 20 °C and more than 90% R.H. Performances were measured after 28 days (Table 8).
It was observed that, as cement content decreases, the density of the material increases and the absorption rate of the mix decreases. As the cement content decreases, the material becomes more and more compact, reducing the percentage of voids in the material and thus in the amount of water the material can absorb. If cement content increases from 7 to 8% cement, strength decreases. This can be explained by the sharp drop in density between these two types of specimens. With less compact material and a slight increase in cement quantity, strength decreases. However, when the cement content is increased up to 10%, and despite a sharp drop in density, the amount of cement becomes significant enough to once again increase the mechanical strength of the mix. The mix will also be drier, favoring compaction, unlike a mix with 7 or 8% cement. The compressive strengths of the material vary between 3 and 8 MPa. The denser the material, the higher its compressive strength (Figure 12). The amount of cement and water therefore does not directly influence compressive strength, but rather the way the material is processed within the specimens. If the matter is too dry or too liquid, manual compaction will be difficult to achieve, resulting in an element that crumbles easily in the case of a dry mix, or an element that is too viscous during compaction in the case of a too liquid mix.
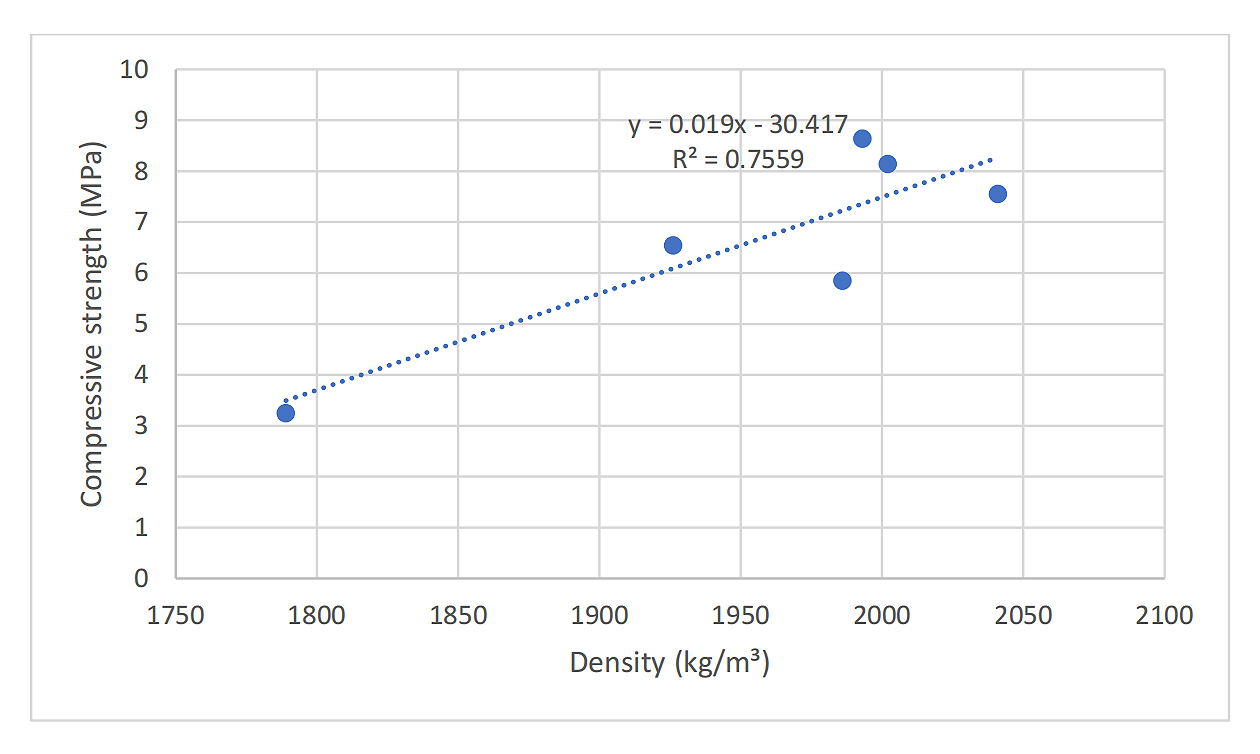 Figure 12. Evolution of compressive strength versus density of rammed concrete.
Figure 12. Evolution of compressive strength versus density of rammed concrete.
An erosion resistance test [22–24] was carried out on a 40 × 40 × 20 cm test specimen (Figure 13). According to NZS 4298, the test lasted 1 hour. To produce the water jet used to erode the material, a hose was connected to the water network at a water pressure between 2 and 10 bars (minimum pressure of 50 kPa according to NZS 4298).
At the end of the test, the depth of erosion had to be measured, enabling the strength of the material to be judged. However, for the material used in this study, the test did not cause any damage to the specimen, as shown in Figure 13. In Narloch’s study [22], the test was carried out on a material composed of a granular mix with a grain size ranging from 0.002 mm to 2.0 mm and a cement content varying between 0 and 9%. No damage was observed on the test specimens when the cement content was 6 and 9%. However, the test carried out on a specimen without cement resulted in more than 53 mm of erosion. Cement therefore greatly increased the strength of the material, both in the Narloch case and in this study [25].
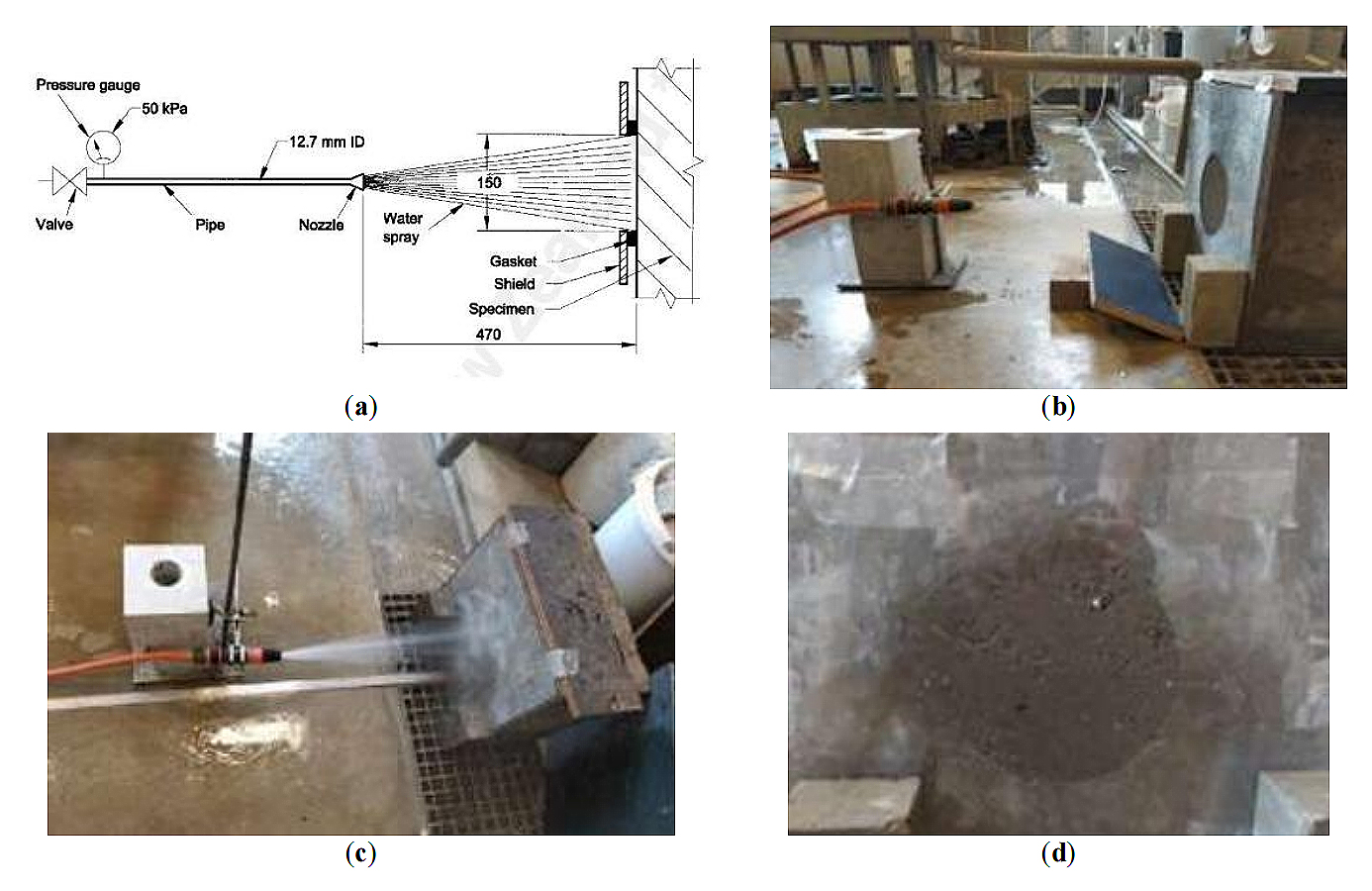 Figure 13. Test set up for erosion test and view of the specimen after 1 hour a) water jet, (b) damaged specimen.
Figure 13. Test set up for erosion test and view of the specimen after 1 hour a) water jet, (b) damaged specimen.
The compressive strength of a normal, medium-weight, load-bearing concrete block, whether hollow or solid, is generally around 12.5 MPa [26,27]. For cellular concrete blocks, the compressive strength ranges from 2 MPa to 5 MPa [28]. Cellular concrete is also considered a sustainable and technically viable material due to their homogeneous physical parameters (Table 9).
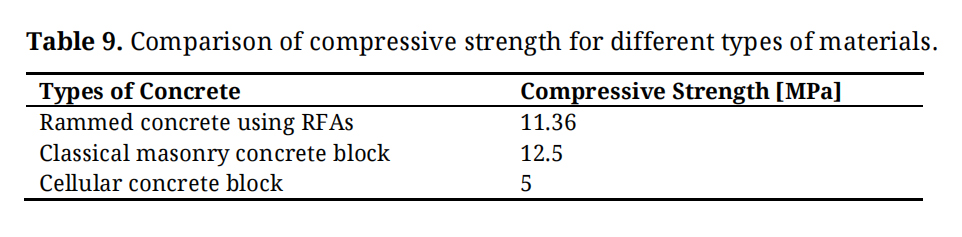 Table 9. Comparison of compressive strength for different types of materials.
Table 9. Comparison of compressive strength for different types of materials.
Rammed concrete with RFAs is comparable to classical masonry concrete blocks, which means that it can be used in masonry construction. The use of RFAs in rammed concrete does not induce any decrease in compressive strength and does not show lower strength than rammed concrete produced with natural sands.
Design of a WallResults were used to erect a wall on the site of the University of Liège (Figure 14); it still exhibits for more than 5 years a good behaviour with adequate performance for a rammed wall. The results of compressive strength tests indicate that rammed concrete mixes with RFAs exhibit adequate compressive strength according to available standards for stabilized rammed earth. In the experimental program, all batches of test samples manifest compressive strength exceeding 2 MPa indicating that they are appropriate for rammed earth construction. When adding cement up to 15%, the compressive strength of rammed concrete using RFAs reaches 11 MPa but its plasticity becomes too high for ramming.
 Figure 14. Rammed FCRA wall at University of Liège (2021) (a) walls after erection (b) texture of the crammed concrete.
Figure 14. Rammed FCRA wall at University of Liège (2021) (a) walls after erection (b) texture of the crammed concrete.
With regard to the future depletion of natural resources, natural aggregates, and sands in particular, the use of recycled fine aggregates in rammed concrete significantly contributes to sustainability goals. In this study, comparison with earth allowed to point out the main characteristics of rammed concrete. The main conclusions may be drawn as follows:
●
●
●
●
The methods used to produce the specimens showed that manual compaction was sufficient to achieve homogeneous compression. The compaction energy and number of blows applied to the specimen by the manufacturer influence the final result. This is why, for the same formulation, specimens showed densities varying from 1860 kg/m3 to 2000 kg/m3. The implementation of controlled compaction, with fixed pressures and a good distribution of the compaction force, would deliver better results in terms of density and therefore strength.
In any case, using 100% recycled aggregates doesn’t compromise anymore the behavior of walls or blocks manufactured using the rammed concrete technique: 8% of cement seems to be a good compromise for optimizing mixes. Moreover, regarding environmental aspects, this method allows to used materials which is now landfilled for the production of bricks that could be used in the construction and building, contributing to the mitigation of natural resources depletion and reducing energy consumption for aggregates exploitation and transformation. The next step consists in developing curing under CO2, in order to increase mechanical performances by CO2 capture.
All data generated from the study are available in the manuscript or supplementary files available on demand.
The authors declare that they have no conflicts of interest.
The authors would like to acknowledge the Regional Government of Wallonia (Belgium) and the European Regional Development Fund (FTJ) for their financial support through DUN3ES (Development and Upcycling of Natural and Non-Natural E-circular sands) research project (2024–2027).
RL, JT and ML designed the study and performed the experiments. ML organized the reviewing of knowledge. LC, SG and ML wrote the paper with input from all authors. LC was responsible for the acquisition of funding and general supervision of a research group.
The authors appreciated also the contribution of Clément Kerkhove, a master student who performed part of the experimental program.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
Courard L, Grigoletto S, Libert R, Troquay J, Long M. Rammed concrete with recycled concrete aggregates: Opportunities and performances. J Sustain Res. 2026;8(1):e260020. https://doi.org/10.20900/jsr20260020.

Copyright © Hapres Co., Ltd. Privacy Policy | Terms and Conditions




